AccuLock R Series Consumables Increase Throughput and Efficiency
WINDSOR, Ontario (November 14, 2019) – Tregaskiss has designed its new AccuLock™ R consumables system to virtually eliminate cross-threading issues and offers AccuLock HDP contact tips as an option within the series to extend tip life by 10 times or more in certain pulsed welding applications.

The consumables can help to reduce both unplanned and planned downtime in robotic MIG welding applications. By increasing efficiency, AccuLock R consumables help companies achieve annual cost reduction and throughput goals — with minimal risk or effort. They are ideal for applications in the automotive, fabrication and manufacturing industries.
For companies challenged with a shortage of experienced welding operators, reducing the need for replacement of the AccuLock R consumables means fewer human interactions within the welding cell and fewer opportunities for errors during installation. The coarse threads on the contact tip are responsible for virtually eliminating the risk of cross-threading and a long contact tip tail concentrically aligns within the diffuser prior to thread engagement, ensuring quick, accurate replacement. Eliminating cross-threading issues allows companies to spend less time troubleshooting and more time focused on weld quality and productivity initiatives.
AccuLock R consumables feature an enhanced contact tip-to-diffuser design. The contact tip features increased mass at the front and 60% of the tip is buried in the diffuser, protected from the heat of the welding arc, reducing the need for frequent replacements. Tapered mating surfaces ensure optimal electrical conductivity, while also keeping the consumables locked in place.
The Tregaskiss® AccuLock R and Bernard® AccuLock S consumables share a common contact tip available for welding wire sizes ranging from 0.023 to 1/8 inch. This common consumables platform™ simplifies inventory and reduces the chance of mistakes during changeover.
The consumables are compatible with front-loading QUICK LOAD® liners from Tregaskiss, as well as TOUGH GUN® CA3 and TA3 robotic MIG guns and Tregaskiss air-cooled fixed automation MIG guns. Current users of Tregaskiss® TOUGH LOCK® consumables or other contact tips and diffusers can, in most cases, easily change to AccuLock R consumables without affecting the tool center point (TCP) or needing to reprogram the robot.
October 23, 2019 Tregaskiss is pleased to announce the launch of new AccuLock™ R consumables, a system designed to maximize throughput and efficiency with minimal risk and effort. AccuLock contact tips last longer and are virtually impossible to cross-thread. The long contact tip tail concentrically aligns the tip within the diffuser prior to thread engagement, and this coupled with the tip’s coarse thread ensures quick, accurate replacement without cross-threading. An upgrade to AccuLock HDP contact tips can extend life by 10x or more in pulse welding applications. You can easily switch from TOUGH LOCK® and other consumables to AccuLock R consumables with no impact to tool center point (TCP), making this upgrade low effort, low risk, and high payoff. Plus, Tregaskiss AccuLock R consumables and Bernard® AccuLock S consumables share a common contact tip, so you can benefit from the reduced costs and simplified inventory of a common consumable platform™ if you have a combination of robotic and semi-automatic MIG guns in your facility. Reduce troubleshooting, downtime and rework with these new consumables. Learn more about Tregaskiss® AccuLock™ R consumables.
In today’s marketplace, companies continue to automate portions, if not all of their welding operation. The reasons are many: to address a shortage of skilled labour, to improve quality, to decrease waste and rework, and/or to increase productivity — in short, to seek benefits that provide a competitive edge. Not all companies, however, are successful in the process. Those beginning without a well-thought-out roadmap risk losing valuable time during implementation and operation and may miss the full benefits provided by a robotic welding system. Conversely, companies that begin with a careful examination of their welding needs and existing processes — and develop a detailed plan with clearly established goals — are more likely to achieve success. Planning should include an accurate assessment of parts, work flow and the current facility, as well as an evaluation of the potential return on investment (ROI). Companies should not only look at current needs, but also consider future opportunities to determine the best robotic welding system to scale for potential growth or changes to products they may produce later. In an economy where orders are increasing and welding positions are hard to fill, robotic welding can help maintain or increase productivity. In a semi-automatic welding operation, labour accounts for approximately 70 to 85% of the total cost of welding a part. A robotic welding system can reduce that cost and increase throughput by completing the work of two to four people in the same amount of time — however, companies still require skilled welding operators to oversee the robotic cell. 1. With the right robotic welding system, companies can improve first-pass weld quality and reduce the amount of rework or scrap parts. Depending on the welding wire and mode used, the system may also minimize or eliminate spatter, which reduces the need to apply anti-spatter compound or perform post-weld clean up. 2. A robotic welding system can reduce over-welding, a common and costly occurrence associated with the semi-automatic process. For example, if a company has welding operators who weld a bead that is 1/8-inch too large on every pass, it can potentially double the cost of welding (both for labour and for filler metals). Over-welding may also adversely affect the integrity of the part. 3. Companies can reallocate skilled employees to other production areas to fill open positions and gain additional productivity and efficiencies. 4. Welding automation can also provide a competitive advantage as it may be considered attractive to customers. The improvement in quality may prompt new customers to place orders or lead existing customers to increase their orders with the objective of growing their own businesses. 5. Finally, robots are fast. They don’t have to weld all day to be profitable. That fact improves productivity and the bottom line by making the same number of parts as in a semi-automatic process in less time. When considering an investment in a robotic welding cell, companies should have part blueprints, preferably in an electronic format. Without a blueprint, the part likely won’t meet the basic criterion necessary to ensure repeatability during the manufacturing process. A robotic welding system welds in the same place every time. When a part’s tolerances are unable to hold its position — if there are gap and/or fit-up issues — the company will simply be automating a broken process. This can increase rework or scrap. If a company currently relies on its welding operators to compensate for fit-up issues, it will need to look upstream in the manufacturing process to establish consistency. What processes need to change so these welding operators send uniform parts downstream? Or, if vendors supply the parts, can they guarantee consistency? A streamlined workflow is one of robotic welding’s benefits. To achieve it, companies need to look beyond the weld cell, making certain the facility can accommodate a smooth flow of materials. It makes little sense, for example, to invest in a robotic welding system to increase productivity, but then place it in a corner where employees may have to handle each part multiple times. There should be a consistent supply of parts to avoid moving a bottleneck from one area to another. It is also important to look at the expected cycle time of the robot. Can personnel supply parts to keep up with the demand of the robot’s cycle time? If not, the supply of parts, including where the company stores them and how it moves them, will need to be adjusted. Otherwise, a robot will sit idle waiting for components to come down the line. There is no single welding automation solution that is best for every company. When a company is considering the investment, it should factor in the expected lifetime of the job, the cost of tooling and the flexibility the equipment offers. Fixed automation is the most efficient and cost-effective way to weld parts with simple, repetitive, straight welds or round welds, where the part is rotated with a positioner. If a company wants to reuse the equipment when the current job ends, however, a robotic welding system offers more flexibility. A single robot can store programs for multiple jobs, so it may be able to handle the tasks of several fixed-automation systems. There is a certain volume of parts that justify the investment of welding automation for each company. An accurate assessment of goals and workflow can help determine what that volume is. If a company makes only small runs of parts, robotic welding becomes more challenging. But, if a company can identify two or three components that can be automated, a robot can be programmed to manufacture those parts, offering greater versatility and boosting productivity. This may benefit even small companies that may not have significant volume of a single part. Although a robot is more expensive than a fixed-automation system, it is important to consider the cost of the tooling before deciding between the two. Fixed automation systems can become quite expensive if they require extensive changes to retool a new part so it can be welded consistently. The physical footprint for a robotic welding system and the area needed for parts to flow into the welding cell is typically greater than that of a semi-automatic welding operation. The available space needs to be adequate for the robot, welding power source and other equipment. This helps minimize the need to customize products, such as cables, nozzle cleaning stations (or reamers) or the robotic MIG gun to fit the work envelope. A company with less space can still make welding automation work. One option is to purchase fewer pieces of robotic welding equipment that are capable of performing multiple tasks, such as material handling or vision/scanning systems. A third-party integrator can help determine whether a facility suits the installation of a robotic welding system. System integrators are knowledgeable about facility modifications, including important safety regulations that apply in a company’s region, country or state — in addition to those specified by OSHA and RIA (Robotic Industries Association). In addition to offering advice on facility modifications and helping a company select the right robot, a robotic systems integrator or welding automation specialist can: 1. Help determine if parts are suitable for automation, and, if not, what is required to make them suitable 2. Analyze the workflow and facility to identify potential roadblocks 3. Analyze the true costs involved with the investment, including facility updates and tooling 4. Determine the potential payback of the investment 5. Help identify goals and develop a precise plan and timetable to achieve those goals 6. Explain automation options and help select those that best fit the company’s needs 7. Help select a welding equipment that has the flexibility to maximize travel speed, minimize spatter, eliminate over-welding, provide great arc stability and increase first-pass weld quality Integrators can also help select additional equipment for the robotic welding cell, including positioners, tooling, the robotic MIG gun, welding wire and peripherals. Each item serves a distinct function. The positioner turns, rotates or otherwise moves the part into an optimal position for welding. In many cases, this involves moving the part so that the system can weld in a flat position for optimal deposition efficiency. A positioner can also allow for coordinated motion between the robot and weldment. The tooling holds the part in place during welding and is a critical component of a robotic welding system. The robot arm and robotic MIG gun travel a programmed path each cycle. If the weld joint is out of place because the part is misaligned, it can result in inadequate fusion or penetration and rework or scrap. It is important to design the tooling correctly upfront when investing in a robotic welding cell and monitor it for mechanical wear or heat distortion once it has been put into operation. This helps ensure consistent part fit up so that weld quality doesn’t suffer. The robotic MIG gun should never be an afterthought when considering an investment in welding automation, nor should the welding wire. Both can have a significant impact on productivity and profitability. An integrator can help with the selection based on how the gun and wire perform in conjunction with the rest of the system’s components. The gun will be subject to intense heat and spatter, so it must be durable. It also needs to be the appropriate size to maneuver around the tooling and gain proper joint access. Finally, peripherals, such as reamers, an anti-spatter sprayer and wire cutter are good options to discuss with an integrator prior to making the investment in welding automation. These devices can improve uptime and welding performance by keeping the welding gun consumables free of spatter, operators out of the weld cell and providing consistent wire stickout during welding. Companies cannot simply purchase a robotic welding system and let it go. They need a welding operator or other employee skilled in robotic welding programming. This will likely involve additional training to upgrade his or her skill sets. The good news is, programming a robot today is much quicker than in the past. Simplified teach pendants, along with the availability of desktop programming, help expedite the process and reduce downtime. Despite the ease of programming, however, companies may need to alleviate some existing tasks to allow time for the employee to oversee the robotic welding cell without becoming overloaded with too many responsibilities. Most robot OEMs offer a weeklong training course explaining how to operate the equipment. This course, followed by a week of advanced programming, is recommended when implementing welding automation. If the personnel investigating the prospect of robotic welding determine it’s a good fit, they will likely need to justify the investment to upper management or an owner. Calculating the potential payback is essential. There are several steps to consider. First, determine whether the volume of parts the company needs to produce requires the speed of welding automation. Remember, the key benefit of a robotic welding system is the ability to produce high volumes of quality welds or in smaller facilities to offer the flexibility to weld smaller volumes of multiple parts. Calculate payback by assessing the current volume of semi-automatic parts and cycle times. Compare these to the potential cycle times of a robotic welding system. Again, an integrator or welding automation specialist can help. Establishing the comparison is critical to estimating the potential return on investment. That said, even if a company will produce the same number of parts with a robot, it could justify the investment by the amount of labour it can reallocate elsewhere in the operation for jobs that boost production, eliminate bottlenecks or increase quality. For example, a company could utilize the skills of semi-automatic welding operators to complete challenging welds that are too complicated for a robot to manage. It’s important to factor the bulk cost of shielding gas and welding wire when looking at the potential payback. While there is an initial cost for a shielding gas/manifold system, it can help optimize a company’s robotic welding capabilities in the long term by minimizing downtime for cylinder changeover. The same is true for welding wires. The larger drums — typically ranging from 500 to 1500 pounds — can further reduce costs in a robotic welding cell since they require fewer changeovers and often come with purchasing discounts. Companies need to keep in mind that the benefits of robotic welding can be significant. However, those benefits come at an upfront price. Many companies, especially smaller ones or those that frequently change production lines, need a faster payback — no more than 12 to 15 months is common to justify the investment. If a company will have the same production needs for many years, it can typically justify a longer payback period. Management and owners should discuss their payback goals with a trusted robotic welding integrator as part of the assessment process.
Robotic welding systems continue to gain in popularity due to their ability to increase productivity, improve quality and decrease costs in the right application. But they also offer a way to address a shortage of skilled labor for manual operations. Welding automation provide companies with a means of staying competitive in a demanding marketplace, while using their existing and potential workforce to oversee the weld cell. With more and more robotic welding systems being implemented — the Robotics Industries Association (RIA) cited that 20% of all industrial applications had robotic welding cells as of 2017 — comes the need for increased attention to safety. From the robotic welding gun and peripherals to the robot itself, following safety best practices is essential. Statistically, welding automation is safer than manual or semi-automatic welding. However, operators overseeing the robotic welding cell must still remain vigilant. This is particularly true when performing nonstandard operations; these include programming, maintenance and any other tasks that involve direct human interaction with the robot. Conducting a thorough welding risk assessment helps identify potential safety hazards associated with a specific robotic welding system (whether it is a pre-engineered or custom cell) and is a critical first step in establishing a safer welding environment. This assessment provides a baseline for implementing solutions for identified risks and establishing appropriate welding safety training. In addition, it helps companies maintain compliance with safety standards, which most importantly protects employees but also protects the bottom line. Noncompliance and/or safety violations that can lead to injury become can be costly in terms of fines and workers’ compensation. Companies can obtain welding safety resources through the American Welding Society (AWS), including Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, a free download at aws.org. The National Fire and Protection Association (NFPA) also offers resources. RIA follows American National Standards Institute (ANSI) standards and offers safety seminars and webinars. RIA also provides information on industrial machinery and guarding, as well as guidelines to help companies, including the American National Standard for Industrial Robots and Robot Systems – Safety Requirements, ANSI/RIA R15.06-2012. The Occupational Safety and Health Administration (OSHA) is another valuable safety resource. Many robotic welding integrators or robotic welding system manufacturers offer training for the safe use of their equipment, including how to test safety functions and at what frequency. They also provide manuals and safety standards for their systems. It is critical to read and follow these thoroughly. Manufacturers of robotic MIG welding guns often integrate design elements into these products to aid in their safe use. These elements are intended to protect operators during routine maintenance and minimize or eliminate the need to enter the weld cell to complete tasks. For example, guns that are compatible with front-loading liners help improve safety in a robotic welding cell. These liners can be installed from outside the weld cell — there is no need to climb over tooling or maneuver around the robot to complete replacement. Operators or maintenance personnel also don’t need to remove electrical connections to replace components during the process. An insulating disc is another important safety feature in select guns. It helps protect operators from the welding current during maintenance and protects the robot from the current, limiting potential damage. In addition to integrated safety features, there are some key best practices for working with robotic welding guns, consumables and reamers (or nozzle cleaning stations). First and foremost, always de-energize the robotic welding system when installing a robotic MIG gun or consumables, and follow all lockout/tagout procedures. When possible, it’s ideal to have a window or opening that allows consumables to be changed or inspected from outside the weld cell. When possible, it’s ideal to have a window or opening that allows consumables to be changed or inspected from outside the weld cell. If this isn’t feasible, programming the robot to stop near the weld cell door simplifies consumable changeover and eliminates the need for the operator to enter the cell, maneuver around tooling or climb on anything to complete the job. The appropriate personal protective equipment (PPE) is also important when changing over consumables or the welding wire. The nozzle and contact tip may be hot, and there is the risk of the welding wire puncturing the operator. Leather or other thick work gloves are a must, and safety glasses should be worn at all times. Always use the proper tool to change over the nozzle and contact tip. We recommend a pair of welpers. When performing maintenance on a reamer, begin by resetting the equipment to a home state, de-energizing it and following lockout/tagout procedures. Be certain there is no supply of air or electricity to the reamer. When changing over cutter blades, always wear gloves and use two wrenches to remove and install them. Reset the reamer to a home state when finished. This is an important last step, as the reamer will automatically complete a cycle as soon as it receives a start signal and is reenergized. Welding operators and maintenance personnel should familiarize themselves with the emergency stops on a robotic welding system as a first safety step. The number and location of these stops varies by system. For example, welding cells typically have an operator station emergency stop that ceases all robot functions and turns off the robot servo power, along with an emergency stop on the teach pendant. Operators should test these emergency stops periodically, although testing too frequently is stressful on the mechanics of the robotic welding system. Understanding brake release procedures is also critical. RIA sets standard requirements for these; however, every robotic welding system is different, and the location of the override buttons may vary. As when interacting with a robotic MIG welding gun, consumables or reamer, always follow proper lockout/tagout procedures before entering the robotic welding cell. Many systems have multiple lockout/tagout locations that are indicated by stickers. Some pre-engineered welding cells feature sliding programming access doors with magnetic keys that indicate that they are fully open and ready to be locked out prior to maintenance, helping to prevent pinch points or a trap hazard. A built-in awareness barrier in pre-engineered cells is another means of aiding operator safety. This hooped barrier inside the weld cell covers the sweep area of the indexing table. Its purpose is to protect the operator from pinch points during teaching operations by separating the him or her from the space between the robot and the wall of the weld cell. For robotic systems that are not enclosed, guards around the cell are necessary. These can take the form of physical barriers, like perimeter fencing or light curtains and/or electronic guarding such as area scanners that stop the robot when an operator is present in a specific area of the system. Lastly, robotic integrators and robotic welding system manufacturers provide risk assessment documentation, typically in the operator’s manual. It is important to review this assessment thoroughly and train employees on the proper techniques to mitigate any identified risks. For example, programming the robot introduces mechanical hazards such as the potential for pinching or impact, which can be addressed by standing a safe distance outside of the weld cell or by using a slower teach speed if offered on the teach pendant. In addition to the best practices outlined for robotic MIG welding guns, consumables and systems, there are steps to further protect employees. Safety in welding automation should be top of mind among operators, management and maintenance personnel. Ongoing training needs to be a priority, whether it is conducted through company programs or seminars offered by outside resources. The goal is to ensure that everyone involved with the robotic welding system is playing an active role in employing best practices. When following them properly, the result is a safer work environment and a stronger bottom line.
MIG welding gun configurators, like the Bernard® BTB semi-automatic air-cooled MIG gun configurator, allow you to choose specific styles or types of consumables to match the demands (amperages and waveforms) of your application. Know the wire size and type when choosing the size and style of contact tip. Joint access, operating temperatures and arc-on time are important considerations in choosing the right welding nozzle. Having the right MIG gun liner helps minimize downtime to address wire feeding issues. It is important that you always trim the liner to the proper length. Consider these tips: Note, selecting the same welding consumables across multiple weld cells, when possible, can help with inventory management and can be more cost-effective. Visit the Bernard® MIG gun configurators
In addition to the amperage of MIG welding gun you choose, the MIG gun parts — cable, neck and handle — affect how comfortably and efficiently you can weld. Configure your gun accordingly. Cable lengths can vary greatly — from 10 feet to 25 feet or longer. Use the shortest cable possible that can get the job done to prevent kinking or creating a tripping hazard. Consider your options: Remember, smaller welding wire sizes typically call for a shorter cable; it is more difficult to push a smaller wire over a greater length. It is also more difficult to push soft wires, like aluminum, through longer cables. Choosing a neck and handle for a MIG welding gun comes down to your preference, as well as the available weld cell space and the welding wire. The bottom line: Choose the options that make it easiest and most comfortable for you to reach the weld joint. Configure a Bernard® semi-automatic MIG gun This article is the second in a three-part series discussing how configuring a MIG gun can improve the welding operation, as well as what to consider in the process. Read article one, Configuring a MIG Welding Gun for Your Application and article three, Selecting the Right MIG Welding Consumables.
Have you struggled to gain proper joint access when welding? Or found yourself fatigued at the end of the day because of repeatedly welding in awkward positions? Configuring a MIG welding gun can help. A MIG welding gun configured for the exact application can maximize efficiency and productivity. When you are more comfortable, you are able to weld longer. A customized MIG welding gun also reduces downtime for assembly, since it’s ready right out of the box. You can configure each welding gun part with online configurators like those from Bernard. These parts include the: To configure the right MIG welding gun, look at the needs of your welding application. One answer influences the next choice. The physical space of the weld cell factors into MIG welding gun configuration. Consider these factors: Taking the time to consider the factors that impact how you configure your MIG welding gun can go far in ensuring you have the exact one for your application. See options for configuring a Bernard® MIG gun This article is the first in a three-part series discussing how configuring a MIG gun can improve the welding operation, as well as what to consider in the process. Read article two, How to Choose Welding Gun Parts, and article three, Selecting the Right MIG Welding Consumables.
WINDSOR, Ontario (August 20, 2019) – Tregaskiss has updated the online configurators for its TOUGH GUN® CA3 robotic air-cooled MIG gun, TOUGH GUN TA3 robotic air-cooled MIG gun and the TOUGH GUN TT3 reamer robotic nozzle cleaning station with improved functionality. The new mobile-friendly configurators allow users to quickly and easily customize their robotic MIG guns and reamer for their exact application. Designed for high-volume production environments, the 385-amp TOUGH GUN CA3 robotic air-cooled MIG gun is engineered for precision, durability, accuracy and repeatability. The TOUGH GUN TA3 robotic MIG gun minimizes downtime and improves welding performance on today’s through-arm robotic welding systems, while the TOUGH GUN TT3 and TT3 (Ethernet) reamer helps extend the life of robotic MIG guns and consumables and operates reliably in even the harshest welding environments. In addition to features previously offered on the configurators, including reverse part number lookups and step-by-step product customization, the new versions provide access to expanded resources. These include a detailed summary of the configured gun or reamer, downloadable exploded view diagrams, an expanded replacement parts list with diagram, and other valuable takeaways like spec sheets and owner’s manuals. When the configurations for the TOUGH GUN CA3 and TOUGH GUN TA3 Robotic MIG Guns or TOUGH GUN TT3 Reamer are complete, the user receives a part number and parts list, and has the option to print, save in PDF format or email results. There is also the option to find contact information for a local distributor to order products from, or the user can request more information from a Customer Service representative. To access the newly updated online configurators, visit Tregaskiss.com/ConfigureMyGun. # # #
August 20, 2019 Effective immediately, a new, enhanced AccuLock™ S power pin is now available for Miller® equipment. This new power pin is designed specifically for use with the new Bernard® AccuLock S consumable system to optimize performance. Load and Lock for Better Productivity Learn more about AccuLock S consumables.
July 1, 2018 Tregaskiss has made changes to its 5-Gallon (18.9 L) TOUGH GARD® anti-spatter liquid pail design for increased strength and durability. Designed with a heavy duty integrated handle, this new container is easier to handle and can be easily stacked for maximized storage space. The new design also offers an improved seal to eliminate spillage during shipping. Like the former pail design, this new 5-Gallon container is compatible with the TOUGH GARD anti-spatter multi-feed system. Learn more about TOUGH GARD anti-spatter liquid or the TOUGH GARD anti-spatter multi-feed system.
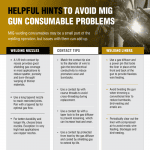
MIG welding consumables are a critical but often overlooked part of the welding operation. Unfortunately, without a clear understanding of the problems that can arise with consumables — and the best way to fix them — companies stand to lose productivity, jeopardize quality and increase costs. In some cases, the biggest issue is choosing the wrong consumable for the job. Consider this real-life example: A company with 90 arcs is using five contact tips per day, per welder — that adds up to 450 contact tips a day. By simply changing to a more robust consumable system, the company could potentially use one contact tip per welder every three to four days. The savings in reduced downtime and purchasing costs in this situation is significant. So how can companies avoid common pitfalls? A willingness to look at the impact of welding consumables on the overall operation — not just the product purchase price — is key. Training is also a vital part of success. Welding operators and maintenance personnel should know how to properly select, install and maintain consumables and troubleshoot problems when they arise. Or better yet, understand how to prevent them in the first place. Welding nozzles play an important role in the welding operation, directing shielding gas to the weld pool to protect it from contaminants. Incorrect contact tip recess within the welding nozzle is among the biggest problems. The more the contact tip is recessed, the longer the wire stickout, which can lead to an erratic arc and increased spatter in the nozzle. It can also negatively impact shielding gas coverage. In approximately 90% of applications, a 1/8-inch contact tip recess provides the best shielding gas coverage with a welding wire stickout that helps support consistent arc stability. Using the wrong welding nozzle for the application can cause downtime for changeover due to premature failure. For a standard welding application (100 to 300 amps), a copper nozzle provides good heat resistance. Copper nozzles also resist spatter buildup. For higher-amperage applications (above 300 amps), a brass welding nozzle is the better choice. Brass does not anneal as fast as copper, so the welding nozzle will maintain its hardness longer under higher temperatures. Choosing the wrong shape and size of nozzle can be problematic. Too large of a nozzle can make it difficult to obtain the joint access needed to complete a sound weld. Long or short tapered nozzles work well for restricted joints. However, there is an increased risk of spatter buildup due to the narrower bore, which can shorten the consumable’s life. To gain good gas coverage, use a longer nozzle when possible. MIG welding contact tips provide the current transfer to the welding wire to create an arc. Using a contact tip with an inside diameter (ID) that’s too small can lead to poor wire feeding and, potentially, a burnback. Using a tip with too large of an ID can cause the welding wire and arc to wander. Every consumables manufacturer has proprietary formulas for gauging contact tip ID and implementing it into their design. Select a high-quality contact tip for consistent tolerances, and match the contact tip ID to the diameter of the welding wire to gain the best electrical conductivity. This happens because the contact tip ID is actually slightly larger than the specified measurement. For example, pairing a contact tip with an ID of 0.035 inch and a wire with the same diameter allows the wire to feed smoothly through the bore, connecting enough to generate a stable welding arc. The wrong contact tip outside diameter (OD) can also cause problems. For higher amperage applications, use a contact tip with a larger OD to better withstand heat. 1. Copper contact tips provide good thermal and electrical conductivity for light- to medium-duty applications. 2. Chrome zirconium contact tips are harder than copper ones and are good for higher-amperage applications. They are also a good option if a company experiences ongoing instances of keyholing — oblong wear on the bore that can lead to an unstable arc and premature contact tip failure. 3. Contact tips are available in the marketplace that feature proprietary materials and design. These tips cost more than copper or chrome zirconium contact tips but have been shown to last more than 10 times as long. They are designed for pulsed, spray transfer or CV MIG welding. Cross-threading the contact tip is another issue that can lead to downtime. When a contact tip isn’t threaded properly during installation, or if the welding operator introduces dirt or debris to the threads, the gas diffuser can be damaged during installation. This will require replacement and increase costs. To avoid cross-threading, look for contact tips with coarse threads that install with fewer turns. The welding liner has a single and relatively simple purpose: to guide the welding wire from the wire feeder through the power cable to the contact tip. However, it is capable of causing significant problems if it isn’t installed properly. Trimming a liner incorrectly is the most common installation error. A liner that is too short lessens the support of the welding wire as it passes through the length of the gun. This can lead to micro-arcing or the formation of small arcs within the contact tip. Micro-arcing causes welding wire deposits to build up in the tip, resulting in an erratic arc and burnbacks. In more extreme cases, micro-arcing can cause MIG gun failure due to increased electrical resistance throughout the front-end consumables and gun neck. It may also prompt the welding operator to increase voltage in an effort to rectify poor welding performance, which can cause the gun to overheat. On the other hand, a too-long welding liner can lead to kinking and poor wire feeding. When trimming a conventional welding liner, avoid twisting it and use a liner gauge to ensure the proper measurement. There are also consumable systems available that provide error-proof liner installation and require no liner measuring. The gas diffuser locks the liner in place while concentrically aligning it with the power pin and contact tip to eliminate any gaps. The welding operator or maintenance personnel feeds the liner through the neck of the gun, locks it in place and cuts the liner flush with the back of the power pin. As with contact tips, remember that quality matters when it comes to welding liners. Always select a stiffer liner, so it is capable of supporting the wire as it feeds from the spool through the power pin and the length of the gun. Paying close attention to MIG gun consumables is important to gaining good welding performance. That means looking at the overall quality of the products being purchased; the manner in which they are inventoried, stored and handled; and how they are being installed. Always follows the consumable manufacturer’s recommendations, and when in doubt, contact their customer service or a trusted welding distributor for help.
Using the wrong shielding gas for MIG welding applications — or having improper gas flow — can significantly impact weld quality, costs and productivity. Shielding gas protects the molten weld pool from outside contamination, so it’s critical to choose the right gas for the job. Learn more about which gases and gas mixes are best suited for certain materials, along with some tips for optimizing gas performance — and saving money — in your welding operation.
August 8, 2019 Tregaskiss is proud to announce that we have launched the following new conversion diffusers that receive TOUGH LOCK® contact tips, including HDP: Fronius® TPS 400i Lincoln® Magnum Pro® (Slip-On) Lincoln Magnum Pro (Thread-On) Learn more about TOUGH LOCK consumables.
August 1, 2019 To continue delivering sustainable value to our customers, we regularly assess our product offering to ensure focus and opportunities to innovate our product portfolio. Accordingly, due to low demand, we are discontinuing the 500 amp B Series Handle option from our BTB MIG gun offering. Effective August 16, 2019, the following part numbers will no longer be available: Please note that a comparable replacement is the O Series Handle option, which is also configurable in our BTB MIG gun product line. Learn more about Bernard® BTB MIG guns and available options, or configure a BTB MIG gun.
BEECHER, Ill./WINDSOR Ontario. (July 18, 2019) – Bernard and Tregaskiss will attend FABTECH 2019 in Chicago at McCormick Place, November 11 to 14. The companies will be in booth B23054. In addition to showcasing AccuLock™ consumables for semi-automatic and robotic welding applications, the companies will also participate in live welding demonstrations. As part of those demonstrations, the Bernard® AccuLock S consumables will be paired with Bernard semi-automatic MIG guns, power sources from Miller Electric Mfg. LLC and filler metals from Hobart in a shared area with these brands. Both Bernard and Tregaskiss will have representatives available to answer questions about semi-automatic and robotic MIG gun and consumable solutions and provide information on the companies’ technical and product support. # # #
July 30, 2019 Tregaskiss has made the following changes to its TOUGH GUN® reamer cutter blades: The above changes will be implemented as a running change and will be sold under the same part numbers as the previous design.
Robotic MIG welding guns and consumables are an important part of the welding operation yet are frequently overlooked when investing in robotic welding systems. Companies may often choose the least expensive option when, in reality, purchasing quality robotic MIG guns and consumables can lead to significant cost savings in the long run. There are many other common misconceptions about robotic MIG guns and consumables that, if corrected, can help increase productivity and decrease downtime for the entire welding operation. Here are five common misconceptions about MIG guns and consumables that may be affecting your robotic weld cell.
June 18, 2019 To continue delivering sustainable value to our customers, we regularly assess our product offering to ensure focus on customer needs and opportunities to innovate our product portfolio. Accordingly, this is a notification that we are discontinuing Tregaskiss® SURESTART™ contact tips, due to low demand. Effective immediately: All SURESTART contact tips have been discontinued and no longer available for sale. Visit the TOUGH LOCK consumables page for more information.
It’s important for new welding operators to establish proper MIG techniques in order to achieve good weld quality and maximize productivity. Safety best practices are key, too. It’s just as important, however, for experienced welding operators to remember the fundamentals in order to avoid picking up habits that could negatively impact welding performance. From employing safe ergonomics to using the proper MIG gun angle and welding travel speeds and more, good MIG welding techniques provide good results. Here are some tips. A comfortable welding operator is a safer one. Proper ergonomics should be among the first fundamentals to establish in the MIG welding process (along with proper personal protective equipment, of course). Ergonomics can be defined, simply, as the “study of how equipment can be arranged so that people can do work or other activities more efficiently and comfortably.”1 The importance of ergonomics for a welding operator can have far reaching effects. A workplace environment or task that causes a welding operator to repetitively reach, move, grip or twist in an unnatural way, and even staying in a static posture for an extended period of time without rest. All can lead to repetitive stress injuries with life-long impacts. Proper ergonomics can protect welding operators from injury while also improving productivity and profitability of a welding operation by reducing employee absences. 1. Using a MIG welding gun with a locking trigger to prevent “trigger finger”. This is caused by applying pressure to a trigger for an extended period of time. 2. Using a MIG gun with a rotatable neck to help the welding operator move more easily to reach a joint with less strain on the body. 3. Keeping hands at elbow height or slightly below while welding. 4. Positioning work between the welding operator’s waist and shoulders to ensure welding is being completed in as close of a neutral posture as possible. 5. Reducing the stress of repetitive motions by using MIG guns with rear swivels on the power cable. 6. Using different combinations of handle angles, neck angles and neck lengths to keep the welding operator’s wrist in a neutral position. The proper welding gun or work angle, travel angle and MIG welding technique depends on the thickness of the base metal and the welding position. Work angle is “the relationship between the axis of the electrode to the welders work piece”. Travel angle refers to employing either a push angle (pointing in the direction of travel) or a drag angle, when the electrode is pointed opposite of travel. (AWS Welding HandBook 9th Edition Vol 2 Page 184)2. When welding a butt joint (a 180-degree joint), the welding operator should hold the MIG welding gun at a 90-degree work angle (in relation to the work piece). Depending on the thickness of the base material, push the gun at a torch angle between 5 and 15 degrees. If the joint requires multiple passes, a slight side-to-side motion, holding at the toes of the weld, can help fill the joint and minimize the risk of undercutting. For T-joints, hold the gun at a work angle of 45 degrees and for lap joints a work angle around 60 degrees is appropriate (15 degrees up from 45 degrees). In the horizontal welding position, a work angle of 30 to 60 degrees works well, depending on the type and size of the joint. The goal is to prevent the filler metal from sagging or rolling over on the bottom side of the weld joint. For a T-joint, the welding operator should use a work angle of slightly greater than 90 degrees to the joint. Note, when welding in the vertical position, there are two methods: weld in an uphill or a downhill direction. The uphill direction is used for thicker material when greater penetration is needed. A good technique for a T-Joint is call the upside-down V. This technique assures the welding operator maintains consistency and penetration in the root of the weld, which is where the two pieces meet. This area is the most important part of the weld.The other technique is downhill welding. This is popular in the pipe industry for open root welding and when welding thin gauge materials. The goal when MIG welding overhead is to keep the molten weld metal in the joint. That requires faster travel speeds and work angles will be dictated by the location of the joint. Maintain a 5 to 15 degree travel angle. Any weaving technique should be kept to a minimum to keep the bead small. To gain the most success, the welding operator should be in comfortable position in relation to both the work angle and the direction of travel. Wire stickout will change depending on the welding process. For short-circuit welding, it is good to maintain a 1/4- to 3/8-inch wire stickout to reduce spatter. Any longer of a stickout will increase electrical resistance, lowering the current and leading to spatter. When using a spray arc transfer, the stickout should be around 3/4 inch. Proper contact-tip-to-work distance (CTWD) is also important to gaining good welding performance. The CTWD used depends on the welding process. For example, when using a spray transfer mode, if the CTWD is too short, it can cause burnbacks. If it’s too long, it could cause weld discontinuities due to lack of proper shielding gas coverage. For spray transfer welding, a 3/4-inch CTWD is appropriate, while 3/8 to 1/2 inch would work for short circuit welding. The travel speed influences the shape and quality of a weld bead to a significant degree. Welding operators will need to determine the correct welding travel speed by judging the weld pool size in relation to the joint thickness. With a welding travel speed that’s too fast, welding operators will end up with a narrow, convex bead with inadequate tie-in at the toes of the weld. Insufficient penetration, distortion and an inconsistent weld bead are caused by traveling too fast. Traveling too slow can introduce too much heat into the weld, resulting in an excessively wide weld bead. On thinner material, it may also cause burn through. When it comes to improving safety and productivity, it’s up to the experienced veteran welding operator as much as the new welding to establish and follow proper MIG technique right. Doing so helps avoid potential injury and unnecessary downtime for reworking poor quality welds. Keep in mind that it never hurts for welding operators to refresh their knowledge about MIG welding and it’s in their and the company’s best interest to continue following best practices. 1. Collins Dictionary, “ergonomics,” collinsdictionary.com/dictionary/english/ergonomics.
The potential advantages of robotic welding are well known — increased productivity, improved quality and greater cost savings compared to semi-automatic welding. But the question is: How do companies best implement this technology to gain these benefits? And how can they ensure a quick return on the investment (ROI)? Simply stated, planning. More preparation upfront helps minimize the cost and time for correcting errors in the robotic welding system once it has gone into production. From the welding power source to the robot or weld process to the gun and consumables, each component should be thoroughly researched to make sure it is feasible to operate in the weld cell — not just on paper, but in reality. Take advantage of turnkey integrators who run their own process and capability studies. They can provide useful double checks to a plan and often conduct reach studies that model the weld tooling and workpiece. These mock up how the robot would weld in the finished system to test the gun reach and the overall efficiency of the process. Also remember, success in robotic welding is as much a matter of doing the right thing as it is avoiding pitfalls that could hinder the efficiency of the operation. With planning comes budgeting. A robotic welding cell may be installed on time, produce good weld quality and meet cycle time, but if the implementation and use of the system is over budget it will be an uphill battle to gain a good ROI. Consider the associated goals to help establish a feasible ROI. For example, a company with the goal of producing 1000 parts a day needs to determine how much it can make from those parts. From there, it would subtract the cost of utilities and labor, along with the cost to make the product and the cost of raw materials, to determine a budget on equipment costs that would make the company profitable. If this equipment will only be used for 5 years, the company may need a quicker ROI than if it’s planning to use the robotic welding system for 10 years or more. Companies can make the most of their budget by considering equipment that could be reused. This can cut down on the investment in the long run. Robots can have an extensive life if maintained well, allowing them to be re-purposed from project to project. The same holds true with welding power sources and nozzle cleaning stations. Ultimately, ROI depends on the company and what practices it follows for making profit. Some may be able to allow the equipment to take 18 months or more to pay for itself if the company plans on re-using or re-purposing the welding robots on multiple platforms over the next 10 years. Others may stand by the goal of a one-year ROI, which is common. Proper training is important for keeping a robotic welding system running successfully and profitably in the long term. Robot integrators and other equipment manufacturers often offer training as part of the implementation process. This training provides welding operators with a knowledge of robotic welding in general, as well as providing the information they need to operate the robot effectively for the application at hand. A well-trained operator will also be able to determine ways to maximize the efficiency of the robotic weld cell. They do this by troubleshooting and resolving issues quickly, keeping the robot online and supporting greater productivity and cost savings. Likewise, train welding operators to implement PM for the robotic gas metal arc welding (GMAW) gun to gain longer life, reduce downtime and achieve more arc-on time. Regularly check that the gun connections, consumables and power pin are secure. Look for any signs of power cable wear and replace if necessary.Training geared toward the preventive maintenance (PM) of a robotic welding system and the weld cell is also key. For example, spatter build-up on the robotic welding gun can cause grounding issues and build-up on tooling may lead to dimensional movement of the steel from cycle to cycle. The latter can block the datum placements causing gun reach issues. In a worse-case scenario, spatter builds up on equipment over time, creating solid formations that are difficult to remove and prevent the re-use of the equipment. To avoid these problems, train operators to follow a regular cleaning schedule for the weld cell and the equipment. There are several common mistakes that can negatively affect productivity and quality in a robotic welding system. Knowing how to avoid these can help companies make the most out of the equipment and gain greater success. Consider the following: 1. Implementing the wrong equipment in a robotic welding cell can lead to spending more money than is required. Be sure to rate the power source, robotic GMAW gun and consumables for the application. Doing so helps minimize the risk of premature equipment failures that can lead to unplanned downtime and costly equipment replacement. For example, if a company selects an air-cooled system, but actually requires a water-cooled system for the application, it could incur unnecessary costs to repair or upgrade a failed robotic GMAW gun system that cannot handle the heat. 2. Underutilizing the robotic welding system can prevent companies from realizing their full productivity potential. Robotic welding systems should be programmed to maximize the arc-on time during the weld process cycle. In some cases, it may be possible to have fewer robots that weld for slightly longer cycles. This helps drop the initial implementation costs. Take this example. A company has four robots in cell welding at 30 inches per minute with a cycle time of 60 seconds. These robots are inefficient since they are only welding half of the cycle time. That could be due to the positioner rotating for weld access, too slow of robot air cut movements, poor welding angles or other limiting factors. In this scenario, the total length of completed welds for all four robots is 60 inches (30 in. / min. x 1 min. / 60 seconds x 30 seconds of welding per robot = 15 inches of weld per robot). An alternative here is to keep the cycle time at 60 seconds and drop down to three robots by improving items like the weld angles, creating quicker air cuts between welds, utilizing gun reaming during positioner movements and more. Now with improvements, the robots could weld at an average of 35 inches per minute for 35 seconds each cycle. That provides an average of 20 inches of weld per cycle per robot, allowing for the same total of 60 inches of weld with one less robot. 3. Underutilizing available labor can also hinder productivity. While companies should take care not to overload operators, it’s important to balance manpower in robotic welding process so that employees are efficient and busy at the same time. If an operator is idle waiting for the weld cycle to complete, there could be room for process improvements by allocating labor to other activities near the weld cell. 4. Poor tooling design can impede quality. Thoroughly plan the tooling design and understand how the parts being welded will impact it. Different parts and materials react differently to heat and may draw, flex or bend during the welding process. Factor in how much heat a given weld sequence generates. The tooling will have to be designed with these in mind. If possible, design tooling to permit welding in the flat or horizontal position with appropriate robotic GMAW gun access. This allows for faster and more consistent results. Finally, remember, less expensive tooling may be attractive when looking at upfront costs, but it can be a pitfall later if it doesn’t meet the demands of the job. 5. Overlooking activities outside the robotic weld cell can be detrimental. Plan for part inspection and cosmetic rework, as well as the final stages of palletizing the product if that is part of the operation. Some of these processes can be automated or manual labor driven. These are key stages in a robotic welding operation that can quickly become bottlenecks that cause the entire process to slow down. These bottlenecks can also add unplanned manpower or equipment costs, which can become expensive. Remember that no plan for welding automation can be successful without a good schedule for its implementation. Being thorough is more important than being fast. Set realistic goals for completing the installation of the robotic weld cells and don’t rush or over-complicate the process. For first-time investors in robotic welding starting small can also help ensure greater success. Once the robotic weld cell or cells begin operating, keep in mind that the startup may not be perfect. There may be adjustments required to optimize performance to gain the best productivity and quality.
From reamers or nozzle cleaning stations to wire cutters and anti-spatter sprayers, welding peripherals and accessories can contribute significantly to the success of a robotic welding operation. In addition to improving weld quality, they can also help companies maintain high levels of productivity. Reamers, in particular, are most prevalent in automotive manufacturing, where uptime and quality are critical. This peripheral cleans the welding consumables — for example, welding nozzles and gas diffusers — free of spatter, and most automotive welding operations rely on the process after virtually every weld cycle. Other industries, such as heavy equipment manufacturing, also employ reamers and other peripherals in their robotic welding operations, as do some general manufacturers. It’s not by chance that peripherals work the way they do. Like any equipment, caring for them with routine preventive maintenance (PM) is important to gaining optimal performance and longevity. A reamer requires regular attention since it operates frequently during the weld cycles. Its job is important though, as it performs essential welding nozzle cleaning that helps keep the robotic welding cell up and running and quality on par. With the PM for this equipment also comes PM for its associated accessories: the lubricator, cutter blades and anti-spatter sprayer. All require varying levels of PM activities — some daily, weekly, monthly or yearly. In addition to inspecting the consumables for wear and replacing as needed, follow this PM routine on a daily basis: On a weekly basis, continue to examine the integrity of the consumables and follow these guidelines: Monthly PM for reamers and accessories requires less steps but is more intensive. It may require scheduling a time off cycle to complete. Lastly, on an annual basis: While it may seem time-consuming to implement these PM measures, they can typically be completed during routine pauses in production. More intensive activities can be scheduled so as to prevent interruption to production. Ultimately, the PM is time well spent and can help protect the investment in the reamer and its accessories. Wire cutters are increasingly being used in automotive and other manufacturing operations. This equipment is integrated into a reamer configuration and used in conjunction with a wire brake on the robotic MIG gun. The wire brake prevents the welding wire from moving, while the wire cutter cuts it at a set distance. This allows for a consistent wire stickout so the robot can touch sense and track the joint before welding. The results are more accurate weld placement and smooth arc starting. PM for wire cutters is relatively simple. Peripherals like reamers with anti-spatter sprayers and wire cutters can help companies realize a greater return on their investment in a robotic welding system. They aid in high weld quality, minimize rework and help meet productivity goals. Train welding operators to follow recommended PM activities as a part of a routine care of the weld cell. The time and cost to care for them properly will be small in comparison to the improvements they can provide to the bottom line.
When MIG welding consumables aren’t properly installed or maintained, it can result in wire- feeding issues and weld quality problems. Troubleshooting and correcting these challenges can cost hundreds of dollars — and hours per day — in a manufacturing operation. As the industry faces a shortage of skilled welders and those entering the profession have less experience, it may be more common for welders to incorrectly install MIG gun consumables and liners. Consumables that simplify the installation process can help eliminate errors, reduce downtime for changeover and troubleshooting, and decrease costs. Learn how new consumables available in the marketplace can help address wire-feeding problems and the role they play in maximizing throughput and productivity. Not addressing poor consumable performance can result in, among other problems, lower-quality parts and expensive rework. Wire-feeding issues are some of the most common complaints in the welding industry. Often, improper trimming or installation of the MIG gun liner is the cause of these problems. As with other consumables, the MIG gun liner wears out over time and must be changed periodically. Typically, replacement liners are longer than necessary and must be trimmed appropriately for the style and length of the MIG gun. Trimming the liner to the proper length can be difficult. In some cases, the welder may change the liner without taking the time to complete the proper steps of installation or may not know the proper steps. This can result in a host of problems. A liner that is cut too short can lead to the issues a lot of welders experience: wire chatter, erratic arc and burnback. A too-long liner, which happens less frequently, results in a tight fit and can cause the wire to weave and curve as it feeds through the gun. If the operator continues to weld without diagnosing the cause of any of these problems, it may result in bad welds that require rework or result in scrap. It seems to be common in the industry that welders typically change the contact tip at the first sign of trouble with the welding gun, and this may help for a short-term fix. But if the liner is the root cause, the problem will repeat itself, leading the welder to use more tips than if a correctly trimmed liner was installed. This increases costs due to wasted consumables and downtime for changeover. In some operations, welders don’t install or trim liners. Instead, MIG guns are taken to a maintenance department whenever a liner must be changed. This adds downtime and costs and decreases throughput in the operation. Solutions that are designed to address liner trim length errors and poor wire feeding can reduce troubleshooting, downtime and rework — ultimately saving money. The AccuLock™ S consumables system from Bernard® take the guesswork out of liner trimming and installation in semi-automatic welding operations. The system offers an error-proof liner replacement process that eliminates measuring and incorrectly trimming liners. In contrast to most MIG gun liners that load from the back of the gun, AccuLock S liners load through the neck at the front of the gun. The liner is then locked and trimmed flush with the power pin at the back of the gun, which eliminates the need to measure. This design also eliminates doubt about proper liner length — and the time spent troubleshooting liner trimming issues — because operators can simply look at the back end of the gun to see that the liner is correctly trimmed and in place. With traditional MIG guns, welders can’t see if a liner is cut too short, since the end of the liner that’s been trimmed is hidden under the nozzle and gas diffuser. A welder would have to remove all the consumables to see the liner inside the gun. In addition, the system optimizes wire feeding because the liner is locked and concentrically aligned to both the contact tip and the power pin without the use of fasteners. Capturing the liner at both ends of the gun keeps the liner from extending and contracting based on gun position — and it allows for a flawless wire-feeding path. Typically, the longer the welding gun, the more the cable bends and twists. Even when a traditional liner is perfectly cut and installed, the liner gets pushed forward and back inside the gun as it’s used, since the liner is affixed at the back end of the gun but free floating at the front end of the gun. This liner movement can result in wire chatter and erratic arc. When the liner is affixed at both ends of the gun, as with the AccuLock S consumables system, welders are assured the liner won’t pull back, or push into the contact tip — allowing for smooth, uninterrupted delivery of the wire to the weld pool. And because the liner is concentrically aligned with the contact tip, it creates less mechanical wear on the tip’s interior diameter, possibly leading to longer life by reducing the risk of keyholing associated with misaligned liners and contact tips. Reducing keyholing also lessens the opportunity for an erratic arc, excessive spatter and burnback, all issues that shorten contact tip life. Additional features of the new consumables system also contribute to optimized MIG gun performance: Cool, connected contact tip: Sixty percent of the AccuLock contact tip is buried in the gas diffuser to protect it from heat damage. As the shielding gas flows through the gun, it cools the contact tip tail inside the gas diffuser, which helps reduce heat and wear. These features differ from traditional tips that screw onto the gas diffuser with little to no portion of the contact tip exposed directly to the shielding gas as it exits the diffuser to the arc. A tapered design of the consumables tightly locks the conductive parts together to minimize electrical resistance and further reduce heat buildup. Versatile nozzle: A patent-pending nozzle design allows operators to choose thread-on or slip-on — with the same nozzle part number. Typically, nozzles are either thread-on or slip-on style, a choice that often comes down to welder preference. A thread-on nozzle is locked in, while a slip-on nozzle can be adjusted to different heights and easily pulled off. With AccuLock S consumables, the same nozzle can be used as a slip-on or thread-on nozzle, and the change is determined by using a different diffuser. This allows operations to greatly simplify their consumables inventory and changeover, with fewer parts to manage. In addition, a steel retaining ring and friction lock on the diffuser help prevent the nozzle from unthreading or loosening when it’s threaded on. This also helps eliminate the potential for gas leaks at the back of the nozzle or insufficient gas coverage of the weld — a common occurrence when traditional thread-on nozzles loosen over time. Coarse threads: The AccuLock contact tip features coarse threads, making it less likely to become cross-threaded and also requires fewer turns to install or remove — speeding up tip replacement. One full turn disengages the contact tip from the diffuser. Significant time and money can be spent troubleshooting weld quality problems and wire- feeding issues, such as erratic arc, bird-nesting and burnback. In addition, many welding operations are dealing with increasing welder retirements and turnover, which can increase troubleshooting time associated with less experienced welders installing consumables. The AccuLock S consumables system is designed to eliminate liner trimming errors and optimize wire feeding to help operations reduce downtime, costs and rework — maximizing throughput and efficiency.
BEECHER, Ill. April 9, 2019 – Bernard has launched new versions of its BTB semi-automatic air-cooled MIG gun and Clean Air™ fume extraction gun online configurators. These mobile-friendly configurators make it easy for users to customize an industrial-duty welding gun to match their application or preferences — improving comfort and overall welding performance. Configuring a gun to users’ exact specifications can help reduce fatigue and stress, making them more productive and helping them gain high quality welds. Users can still take advantage of the configurator features offered previously, including reverse part number lookups — now with extended functionality and additional resources available. These online configurators let customers choose the specifications of their gun, including cable type and length, amperage, handle and trigger type, neck type, neck angle and length, contact tip, wire size, power pin and liner. Plus, the new Bernard® AccuLock S consumables are now available for selection in the BTB semi-automatic air-cooled MIG gun configurator. Once the configuration is complete, users receive a part number and a detailed summary of their results. In addition, users now have access to new exploded view diagrams of the welding gun and consumables, product spec sheets and an owner’s manual, as well as other relevant online resources and literature. Users can choose to print the results of their gun configuration, download them in PDF format and save them for later, or share via email, and can request more information from a Bernard representative directly on the site. They can also take the part number to their local distributor to order their gun. Learn more or access these online configurators now. # # #
BEECHER, Ill. March 6, 2019 – Bernard has introduced its new AccuLock™ S consumables system. Building on proven MIG gun consumable technology, Bernard has added advanced design features. These features ensure higher productivity and optimized wire feeding, while also simplifying installation and maintenance. The system includes a contact tip, nozzle, gas diffuser, liner, and power pin and power pin cap. “AccuLock S consumables represent a revolutionary improvement for users of industrial MIG guns,” says Linda Ray, Vice President and General Manager. “These MIG gun consumables work together, as a complete system, improving performance and minimizing — if not eliminating — the most common gun maintenance issues.” The AccuLock S consumables are designed to solve issues associated with poor wire feeding in semi-automatic MIG welding such as bird-nesting, burnback and erratic arc. The system locks in place and concentrically aligns the liner with the power pin and contact tip. This allows for a flawless wire feeding path with no gaps or misalignments. Additionally, this does not require liner measuring during installation or replacement. Welders simply cut the liner flush with the back of the power pin for perfect liner trimming — every time. Combined, these features decrease the risk of improper installation. Moreover, this decreases the possibility of costly downtime to address poor weld quality or liner replacement. Adding to the ease of installation, the contact tips feature coarse threads that easily mate with the gas diffuser, lessening the chance of cross-threading and speeding contact tip replacement. By design, the Acculock S MIG gun consumables reduce heat buildup, improving product life. Sixty percent of the contact tip is buried in the gas diffuser to protect it from heat damage. The shielding gas helps cool the contact tip tail. The tapered design of the consumables tightly lock conductive parts together to minimize electrical resistance and further reduce heat buildup. As a complement to the AccuLock S MIG gun consumables system, AccuLock MDX™ consumables launched with the new Miller® MDX MIG guns in February 2019. AccuLock R consumables for robotic welding applications will release under the Tregaskiss® brand name later in 2019.
NEW PRODUCT – AccuLock R Consumables
NEW PRODUCT – AccuLock R Consumables

Series Components:
How to Successfully Implement a Robotic Welding System
How to Successfully Implement a Robotic Welding System
Why robotic welding?
In addition, the national and international marketplace has become increasingly competitive, with companies seeking contracts from any number and any size of business. Investing in welding automation can help set up a company on the path to compete at a global level.Here are additional benefits:
Repeatability is key
Assess the workflow

Robotics or fixed automation?
Consider the available space
Integrators and equipment selection


Employee training
Justifying the expense and calculating payback
Improving Welding Automation Safety With Risk Assessment and Training
Improving Welding Automation Safety With Risk Assessment and Training
Robotic welding safety hazards and resources

External Resources
Safe use of robotic welding guns, consumables and reamers
Personal Protective Equipment (PPE)
Navigating the robotic welding cell safely

Unenclosed Robotic Systems
Other safety considerations
Creating a culture of safety
Selecting the Right MIG Welding Consumables
Selecting the Right MIG Welding Consumables

Selecting contact tips
Welding nozzle options
MIG gun liner selection
This article is the third in a three-part series discussing how configuring a MIG gun can improve the welding operation, as well as what to consider in the process. Read article one, Configuring a MIG Welding Gun for Your Application and article two, How to Choose MIG Welding Gun Parts.How to Choose MIG Welding Gun Parts
How to Choose MIG Welding Gun Parts

Choosing the cable
MIG welding gun necks and handles
Configuring a MIG Welding Gun for Your Application
Configuring a MIG Welding Gun for Your Application
Why configure?

How do you get started?
What affect does the weld cell have?
Tregaskiss Updates Robotic MIG Gun and Reamer Configurators
Tregaskiss Updates Robotic MIG Gun and Reamer Configurators

PRODUCT CHANGE – AccuLock S Power Pins for Miller Equipment
PRODUCT CHANGE –
New AccuLock S Power Pins for Miller Equipment
If your power pin has a large ID, please contact Customer Service to get the new AccuLock S Power Pin.
NEW (Shown Right) AccuLock S Power Pin Design
Torque to 10 ft-lbs / 120 in-lbs (13.5 Nm)Affected Part Numbers
2200137 Has been replaced by 2200206 and 2200207 in the AccuLock S consumables system as noted directly following 2200206 Replaces 2200137 for wire sizes 0.023″ (0.6 mm) – 5/64″ (2.0 mm) 2200207 Replaces 2200137 for wire sizes 3/32″ (2.4 mm) – 1/8″ (3.2 mm)
AccuLock S Consumables
PACKAGING CHANGE – 5-Gallon TOUGH GARD Anti-Spatter Liquid Pail
PACKAGING CHANGES –
5-Gallon TOUGH GARD Anti-Spatter Liquid PailAffected Part Numbers:

5-Gallon (18.9 L)
TOUGH GARD Anti-Spatter Liquid
Container
5-Gallon (18.9 L)
TOUGH GARD Anti-Spatter Liquid
ContainerCommon Problems With MIG Welding Consumables and How to Fix Them
Common Problems With MIG Welding Consumables and How to Fix Them

Making sense of welding nozzles

Avoiding contact tip downfalls
Pay close attention to the contact tip material to avoid premature failure. Consider these options:
Getting it straight about liners

Final considerations
Optimizing Shielding Gas Performance in MIG Welding
Optimizing Shielding Gas Performance in MIG Welding

This article was published in The WELDER. To read the entire story, please click here.
NEW PRODUCT – Conversion Diffusers for TOUGH LOCK Contact Tips
NEW PRODUCT —
Conversion Diffusers for TOUGH LOCK Contact TipsConversion Diffuser
Description



DISCONTINUED PRODUCT – BTB MIG Gun 500 amp B Series Handle Option
DISCONTINUED PRODUCT –
BTB MIG Gun 500 amp B Series Handle OptionBernard and Tregaskiss to Showcase Consumable and Gun Solutions at FABTECH 2019
Bernard and Tregaskiss to Showcase Consumable and Gun Solutions at FABTECH 2019

PRODUCT CHANGE – TOUGH GUN Reamer Cutter Blades
PRODUCT UPDATE —
TOUGH GUN Reamer Cutter BladesSummary of Color Changes and Affected Part Numbers



Affected Part Numbers – New Black Oxide Coating
Summary of Design Changes and Affected Part Numbers


Affected Part Numbers – New Single Flute Design (effective August 1, 2019)
5 Misconceptions About Robotic Welding Guns and Consumables
5 Misconceptions About Robotic Welding Guns and Consumables
This article has been published as a web-exclusive on thefabricator.com. To read the entire story, please click here.
DISCONTINUED PRODUCT – SURESTART Contact Tips

DISCONTINUED PRODUCTS – Tregaskiss SURESTART Contact Tips
Affected Part Number TOUGH LOCK® Direct Replacement 403-22-30 403-20-30-25 403-22-35 403-20-35-25 403-22-1.0 403-20-1.0-25 403-22-45 403-20-45-25 403-22-364 403-20-364-25 403-22-52 403-20-52-25 403-23-30 403-21-30-25
MIG Welding Basics: Techniques and Tips for Success
MIG Welding Basics: Techniques and Tips for Success
Proper ergonomics

Some ergonomic solutions that can improve safety and productivity include:
Proper work angle, travel angle and movement
Flat position
Horizontal position
Vertical position
Overhead position
Wire stickout and contact-tip-to-work distance
Welding travel speed
Final thoughts
2. Welding Handbook, 9th ed., Vol. 2, Welding Processes, Part 1. American Welding Society: Miami, Fla., p. 184. Implementing Robotic Welding: What to Know to Be Successful
Implementing Robotic Welding: What to Know to Be Successful
Budgeting and ROI
Effective training
Avoid common mistakes

Final thoughts
Preventive Maintenance for Reamers, Accessories and Other Peripherals
Preventive Maintenance for Reamers, Accessories and Other Peripherals

PM tips for reamers and accessories

Preventive Maintenance Checklist

PM tips for wire cutters

The value of peripherals
MIG Welding Consumables Reduce Wire Feeding Issues and Downtime
MIG Welding Consumables Reduce Wire Feeding Issues and Downtime

The cost of poor consumable performance
Error-proof liner replacement

Optimize wire feeding

Maximize performance and life
Reduce wire-feeding and weld quality issues
Bernard Updates Online Configurators with Expanded Capabilities
Bernard Updates Online Configurators with Expanded Capabilities
MIG Gun Consumable System Simplifies Installation, Offers Flawless Wire Feeding
MIG Gun Consumable System Simplifies Installation, Offers Flawless Wire Feeding
About the MIG Gun Consumable System

![]()