4 Strategies for Improving Throughput in Robotic Welding Applications
Robotic welding systems can provide many companies with increased productivity, improved quality and reduced costs — important and differentiating benefits in the fabrication and manufacturing world. However, simply implementing a robot or two isn’t enough to maximize such benefits. Organizations must understand where they should focus their resources to achieve the most gain. To help remain competitive, companies need continually to look for ways to increase throughput in their overall robotic welding process, while also keeping costs low and quality on par.

ways to increase throughput in their overall robotic welding process,
while also keeping costs low and quality on par.
But given the demographic changes taking place throughout the welding industry — many companies are seeing more turnover in management as longtime supervisors retire and new leaders join the ranks — some managers may not have as much experience with robotic welding systems. Determining how to keep the welding operation functioning in the most efficient, productive and profitable manner may become an intimidating task.
This article discusses four key strategies to help welding managers, particularly those new to the job, maximize throughput in robotic welding applications.
1. Streamline in-house processes
One of the first steps in improving throughput in robotic welding applications is streamlining in-house processes from beginning to end, to minimize the number of non-value-added activities. Streamlining begins with establishing a clear understanding of the entire production process as it currently functions. Issues to consider include: how long it takes to make a part; how long it takes for a part to go through the entire system; how many machines run at once; how many machines run at full capacity; floor space utilization; how often the part is handled; and proximity of components to the process areas. Gathering this kind of data is helpful in establishing baselines. Once there is an understanding of the entire process, welding managers can start looking for areas to improve.
Many of the variable costs in manufacturing come from the process of actually putting products together, so reducing or eliminating non-value-added activities in this part of the process can help to reduce costs. Understanding how much time it takes for a component to move through the entire production process also can reduce the volume of inventory waiting to be processed, which saves costly space. It may also minimize some of the labor used to manage inventory, allowing it to be dedicated elsewhere in the welding operation to help improve the process.
2. Seek out industry experts
Another way to become more efficient in robotic welding processes is to seek out other manufacturers or industry experts who have had success in this area. Find another manufacturer that produces similar products (but is not a competitor) and observe their facilities and production processes. Look for these opportunities with companies known for strength in efficient fabrication or manufacturing, and ones that are gaining success in their robotic welding applications. In short, finding resources that are comparable and appropriate can help with the process of benchmarking areas for improvement.
Managers also can capitalize on relationships with industry colleagues and connect with other experts via professional organizations and societies. These networking opportunities can offer good resources for industry knowledge and best practices that can then be applied within the robotic welding process.
Managers may also find it useful to seek advice on best practices from the manufacturer or the integrator of the robotic welding system or products (such as robotic MIG guns, consumables or peripherals). These sources often have information to provide about integrating the products with existing equipment or investments that can be made to improve throughput.
3. Analyze key cost drivers
Another important step for increasing throughput in robotic welding processes is understanding what the key cost drivers are. Understanding the fixed costs and the variable costs in each step of the process enables managers to identify the key cost drivers in the complete production process. Once they have identified and measured the key cost drivers, managers can use that information to decide where to focus attention for improvement efforts to get the biggest impact. This approach can help companies become more efficient and effective operations.
Some of the questions to consider when conducting a detailed analysis of cost drivers in manufacturing and fabrication include: how much it costs to produce a part; the time required to perform an activity; how much it costs for equipment maintenance; and how much it costs in lost productivity if equipment is not functioning properly. A detailed analysis of cost drivers also can help a company identify non-value-added activities, such as grinding, cleanup and part movement, and how much time is spent on those activities. This analysis is another step in deciding where improvements can be made to make the most impact on throughput.
The purpose of a detailed analysis that looks at time and costs is to clarify and measure cost drivers, with the aim of developing a strategy to improve productivity.
4. Continue the process
Companies can spend a lot of time and effort to measure costs and processes, and develop solutions to improve efficiencies, but may overlook the next key steps: actually following through with the improvement plans and then measuring those accomplishments. Managers may think of improving throughput as an event, when really it’s a process.
Hatching good ideas and formulating solutions is important, but implementing those plans and then revisiting them for periodic review is just as important. The bottom line is managers should ask, “Are we actually doing what we said we would do, and is it working?”
Implementation is most effective when it happens as a collaborative effort, rather than as a top-down mandate from management. Involve employees from the plant floor up through company management when formulating initiatives. This kind of widespread involvement and buy-in is necessary for continuous improvement and for change to successfully occur. After collaborative implementation, it’s important to follow up with an effective way to easily measure the efforts. An effective measurement strategy helps verify if the implemented processes are paying off. Following a “plan-do-check-act” model of continuous improvement can help manufacturing and fabrication facilities improve throughput in robotic welding applications.
MIG gun consumables, including the liner, can make significant difference in gun performance and weld quality. A MIG gun liner spans from the front of the gun through to the power pin and is the conduit through which the welding wire feeds. Proper installation of the liner is critical to its ability to guide the wire through the welding cable and up to the contact tip — and to help an operation avoid the many problems that can result from improper liner installation, such as birdnesting, wire feeding issues and increased debris in the liner. There are numerous liner types available that are usable for both semi-automatic and robotic applications. Choosing one is often up to the preference of the welding operator or maintenance personnel. Each type has advantages and disadvantages for specific applications in robotic and semi-automatic welding and can offer compatibility with varying gun styles and sizes. The three main categories of liner types are conventional liners, front-loading liners and front-loading liners that have a spring-loaded module to accommodate for up to 1 inch of forgiveness for improperly trimmed liners. Conventional liners are installed through the back of the gun and are longer than the cable, often up to 25 feet long. These are frequently used in the industry; so many welding operators are familiar and comfortable installing this type of liner. A disadvantage of conventional liners is the lengthy changeover process. In the cases of liner replacement, this may require the welding operator to climb over robotic tooling or transfer systems to remove the gun from the wire feeder. In the case of semi-automatic MIG guns that are connected to boom-mounted feeders, the welding operator may need to climb several feet into the air to change liners. Another disadvantage of conventional liners is that they can’t account for changes in length as the cable grows and shrinks with twisting (due to the fact that MIG gun cables are wound in a helix pattern). This can lead to the liner not being seated properly inside the retaining head. Front-loading liners are, as the name implies, installed from the front of the gun. This offers timesaving advantages, since the welding operator does not have to leave the front of the gun for changeover, which can reduce downtime. Front-loading liners have the same disadvantage as conventional liners, since they can’t grow or shrink with the cable as it twists and moves. Jump liners are a type of front-loading liner-. Whereas standard front-loading liners are full length, jump liners are shorter — often about 1 foot long — and replace only the part of the liner that wears the quickest, typically at the neck of the gun. The third main category is front-loading liners that have a spring-loaded module inserted into the power pin, allowing for up to 1 inch of motion as the cable twists and springs up and down. This type of liner tends to be more forgiving if the liner is trimmed incorrectly. Choosing the right type of liner for the application can help an operation avoid feeding issues and reduce downtime. While welders may have a preference on liner type, be aware that each type of liner has advantages and disadvantages for specific applications and can offer compatibility with varying gun styles and sizes.
MIG gun consumables are often one of the most overlooked portions of the welding operation. However, choosing the right consumables, and using and maintaining them properly can make a significant difference in gun performance and weld quality. Consumables comprise the front-end part of the gun and include the nozzle, retaining head, contact tip and liner. A MIG gun liner spans from the front of the gun through to the power pin and is the conduit through which the welding wire feeds. Proper installation of the liner is critical to its ability to guide the wire through the welding cable and up to the contact tip. Improper liner installation — which includes trimming the liner too short or having a liner that is too long — can lead to a number of problems, such as birdnesting, wire feeding issues and increased debris in the liner. These issues can result in costly rework and operator downtime for maintenance and repairs, which impacts productivity. Also, wasted wire due to issues like birdnesting can drive up costs for a company. There are several liner types available for semi-automatic applications. Choosing one is often up to the preference of the welding operator or maintenance personnel. Each type has advantages and disadvantages for specific applications and can offer compatibility with varying gun styles and sizes. Conventional liners are installed through the back of the gun and are longer than the cable, often up to 25 feet long. These are frequently used in the industry; so many welding operators are familiar and comfortable installing this type of liner. A disadvantage of conventional liners is the lengthy changeover process. In the cases of liner replacement, this may require the welding operator to climb over robotic tooling or transfer systems to remove the gun from the wire feeder. In the case of semi-automatic MIG guns that are connected to boom-mounted feeders, the welding operator may need to climb several feet into the air to change liners. Another disadvantage of conventional liners is that they can’t account for changes in length as the cable grows and shrinks with twisting (due to the fact that MIG gun cables are wound in a helix pattern). This can lead to the liner not being seated properly inside the retaining head, resulting in wire chatter and feeding issues. Front-loading liners are, as the name implies, installed from the front of the gun. This offers timesaving advantages, since the welding operator does not have to leave the front of the gun for changeover, which can reduce downtime. Front-loading liners have the same disadvantage as conventional liners, since they can’t grow or shrink with the cable as it twists and moves. Jump liners are a type of front-loading liner. Whereas standard front-loading liners are full length, jump liners are shorter — often about 1 foot long — and replace only the part of the liner that wears the quickest, typically at the neck of the gun. Front-loading liners that have a spring-loaded module inserted into the power pin allow for up to 1 inch of motion as the cable twists and the liner moves forwards and backwards. This type of liner reduces the opportunity for gaps at the front of the gun and helps to compensate if the liner is trimmed too short. Systems like the Bernard® AccuLock™ S Consumables for semi-automatic MIG guns feature a nozzle, contact tip, diffuser and liner design that work in conjunction to provide error-proof liner installation and replacement. The AccuLock™ S Liner loads through the neck at the front of the gun, then is locked and concentrically aligned to both the contact tip and power pin. The liner is then trimmed flush with the power pin — no measuring required — and reinstalled to the wire feeder. This eliminates gaps and misalignments at the front and back of the MIG gun liner for flawless wire feeding. The installation process is somewhat similar for all three types of liners, with some variations. Here are some general steps to consider when installing a new MIG gun liner. These steps are the same for both semi-automatic and robotic MIG guns: 1. Before removing the consumables, make sure the gun is straight and the cable is flattened. This makes it easier to feed the liner all the way through. 2. Trim the wire at the front of the gun to remove the bead of molten wire that often forms after welding. 3. Remove all of the front-end consumables so the liner can be fed through the gun. 4. For a conventional liner installation, remove the power pin from the feeder at the back of the gun and cut the wire. This allows the wire and a conventional liner to be removed from the back of the gun. 5. If using a conventional liner, feed the liner through the back of the gun, threading it into the power pin. Reinsert the power pin back into the feeder, and feed a few inches of wire through the back of the power pin. That way, once all of the consumables are back on at the front of the gun, the wire is already in the gun and ready to be pulled through. (See below for variations for front-load liners and front-load liners with spring-loaded modules) 6. Because the liner is longer than the gun assembly (designed to accommodate varying gun and cable lengths), there will be a foot or so of liner sticking out the front of the gun, so it’s necessary to trim the liner to the correct length. Conventional liners and front-loading liners often come with a plastic liner gauge that has a 3/4-inch stick-out. This can be fed over the top of the liner and pressed up flush against the neck, so the liner can be trimmed to the end of the gauge. 7. Hit the trigger, to pull the wire up, and at the same time purge the gun with shielding gas. There are some variances in the installation process, depending on liner type. Here are some differences to note: • When installing a front-loading liner, unravel the liner (which comes coiled) and stick the brass end — the end that goes into the receiver at the back of the gun — over the wire and through the neck. Feed the liner through the front of the gun using short strokes, to avoid kinking the liner. The front-loading liner will click or snap into place once it hits the receiver in the power pin. Once that is complete, put the liner gauge on top of the liner and follow the standard installation steps above. • When installing a front-loading liner with the spring-loaded module, the only difference is that there is no receiver in the back of the power pin. The receiver is built into the module pin. While feeding the front-loading liner into the gun using short strokes, the liner will engage with the receiver inside of the module’s power pin. When this happens, the welding operator can feel the liner spring back toward the front of the gun. This is a good sign, because it means the liner is properly engaged. Place the liner trim gauge over the front-loading liner until it is flush against the neck. Push the liner back into the gun until it bottoms out against the spring-loaded module, then trim the liner flush to the end of the liner trim gauge. After trimming, remove the liner trim gauge and release the liner. Note that the liner will spring back and stick out of the neck by approximately 1-3/4 inch, which is normal, as installing the consumables will compress the liner into its proper position. The installation process also varies when retrofitting a gun from a conventional liner to a front-loading liner, or when completing a liner changeover, as compared to installing a new liner in a new gun. When it’s not the first time the liner is being installed, there are a few additional things to remember: • When retrofitting a gun from a conventional liner to a front-loading liner, the first installation will be from the back of the gun, since a receiver is needed on the back in order to accept the front-loading liner. • After following all of the standard steps above and removing the conventional liner and wire from the gun, install the end of the front-loading liner with the O-rings on it into the receiver and unravel the liner. Feed the front-loading liner in, just as with a conventional liner, through the back of the gun, and thread the receiver into the power pin. When installing a liner as part of the AccuLock S Consumables Series, follow the same steps as when installing other types of liners, removing the front-end consumables and old liner. Then replace the new liner through the neck, and with the gun lying straight, push the liner through until the brass liner lock bottoms in the neck. To lock and center the liner, reinstall the gas diffuser and nozzle, and place the power pin cap over the liner, torquing it to 60 in-lbs (7Nm). Then simply trim the liner flush with the power pin at the back — no need to measure the liner. The quality of the liner also can impact welding performance, productivity and operator downtime, so it’s important to buy quality liners from a trusted manufacturer. Choosing the correct size of liner for the wire being used is another way to help maximize performance. While liners may seem like a small part of the welding operation, it’s important to be mindful of the impact they can have on quality, performance and costs. Liners perform a vital function in the MIG welding process, and the proper installation and maintenance of liners can help reduce costly rework, operator downtime and wasted wire.
Bernard has transitioned these products to a new supplier! Customers can contact Hopkin Manufacturing directly to place orders for these products. Hopkin Manufacturing: +1-800-524-1458 | hopkinsmfg.com
October 31, 2014 Tregaskiss is pleased to bring you the TOUGH GUN® TA3 robotic air-cooled MIG gun. Designed for today’s through-arm style robots, the TOUGH GUN TA3 robotic air-cooled MIG gun combines the most valuable options of our TOUGH GUN ThruArm™ G1 and G2 series platforms – including our low-stress robotic (LSR) unicable – along with new features for increased strength and durability.
Learn more on the Clean Air™ fume extraction gun product page
October 31, 2014 Tregaskiss is pleased to bring you the TOUGH GUN® CA3 robotic air-cooled MIG gun. Designed for high-volume production environments, the TOUGH GUN CA3 robotic air-cooled MIG gun combines the most valuable product features of our TOUGH GUN G1 and G2 series platforms, along with performance improvements in our unicable technology that extends service life. Fully configurable, TOUGH GUN CA3 MIG guns are engineered for precision, durability, accuracy, repeatability, minimal downtime and fast and easy maintenance.
Welding is a tough business requiring equally tough equipment. When it comes to high amperage applications that is especially true. Applications exceeding 300 amps generate a large amount of reflective heat from the arc, making it necessary to have front-end consumables — nozzles, contact tips and gas diffusers — that can withstand the course of welding, whether it’s a semi-automatic or robotic application. Such applications are particularly common in industries such as heavy equipment manufacturing, where the material thicknesses are greater and therefore require the higher amperages to create quality welds. In some automotive applications that employ robotic welding systems, amperages can also fall into that same high level. The right consumables can help in high amperage applications in a number of ways.
The MIG welding process offers many benefits for various applications and industries, including fabrication, manufacturing and general maintenance. It’s one of the easiest welding processes to learn and offers good control on thin metals. Because MIG welding uses a spool to constantly feed a wire through a welding gun, it doesn’t require frequent stopping as with stick welding. This feature makes it an efficient process that offers faster travel speeds and productivity benefits. The versatility and speed of MIG welding also make it a good option for all-position welding on various metals, including mild and stainless steels and aluminum, in a range of thicknesses. In addition, it produces a cleaner weld that requires less cleanup than stick or flux-cored welding. Selecting the right gun for the job is important to achieving good results and realizing all of the benefits MIG welding can provide. The choice of gun can have a significant impact on productivity, downtime, weld quality and operating costs, not to mention welding operator comfort. This article discusses the options to consider in selecting the appropriate MIG gun for the job. Amperage and duty cycle rating are both important considerations, but keep in mind that when it comes to amperage, bigger isn’t always better. Selecting a larger amperage gun than necessary for an application can cost money upfront and cause operator discomfort due to the increased weight, which can result in unnecessary downtime. Welding operators are often better off selecting the smallest amperage gun possible for the application, to provide them with a lighter-weight, more flexible gun that can reduce fatigue and associated downtime. Lower amperage guns also typically cost less. Duty cycle refers to the number of minutes in a 10-minute period that a gun can be operated at its full capacity without overheating. For example, a 60 percent duty cycle means six minutes of arc-on time in a 10-minute span. Because most welding operators don’t weld 100 percent of the time, it is often possible to use a lower amperage gun for a welding procedure that calls for a higher amperage one. A lower amperage MIG gun should still be capable of operating at the necessary capacity, while also offering the benefit of being easier to maneuver. That improved maneuverability can help improve weld quality and reduce the need for rework. While a lower amperage gun is appropriate for some applications, be sure the gun offers the necessary welding capacity for the job. Overworking a light-duty MIG gun can lead to premature failure. It’s also important to consider if a facility has multiple applications that make it necessary to have a gun that can handle various amperage needs. A light-duty MIG gun is often the best choice for applications that require short arc-on times, such as tacking parts or welding sheet metal. Light-duty guns typically provide 100 to 300 amps of capacity, and they tend to be smaller and weigh less than higher duty guns. Most light-duty MIG guns have small, compact handles as well, making them more comfortable for the welding operator. Light-duty MIG guns offer standard features at a lower price but typically need to be replaced more frequently. They also often use light or standard duty consumables (nozzles, contact tips and retaining heads), which have less mass and are less expensive than their heavy-duty counterparts. The strain relief on light-duty guns is usually composed of a flexible rubber component and in some cases may be absent, causing the opportunity for kinking that may lead to poor wire feeding and gas flow. Also, some unicables on light-duty MIG guns have crimped connections and may not be able to be repaired, requiring replacement of the cable or possibly the entire gun. Welding operators should watch for these potential issues. At the other end of the spectrum, heavy-duty MIG guns are often the best choice for jobs that require long arc-on times or multiple passes on thick sections of material, including many applications found in heavy equipment manufacturing and other demanding welding jobs. These guns generally range from 400 to 600 amps and are available in air- and water-cooled models. They often have larger handles to accommodate the larger cables necessary to provide the higher amperages. The guns frequently use heavy-duty front-end consumables that are capable of withstanding high amperages and longer arc-on times. The necks often are longer as well, to put more distance between the welding operator and the high heat output from the arc. When using a heavy-duty MIG gun, choosing between a water- or air-cooled model depends largely on the application and amperage requirements, operator preference and cost considerations. Applications that involve welding sheet metal for only a few minutes every hour have little need for the benefits a water-cooled system can provide. Whereas shops with stationary equipment that repeatedly weld at 600 amps likely will need a water-cooled system to handle the heat of the application. A water-cooled MIG welding system pumps cooling solution from a radiator unit, usually integrated inside or near the power source, through hoses inside the cable bundle and into the gun handle and neck. The coolant returns to the radiator where a baffling system releases the heat absorbed by the coolant. The ambient air and shielding gas further disperses the heat from the welding arc. Water-cooled guns range from 300 to 600 amps. An air-cooled system relies on the ambient air and shielding gas to dissipate the heat that builds up along the length of the welding circuit. These systems, which range from 150 to 600 amps, use much thicker copper cabling than water-cooled systems. Each system has advantages and disadvantages. Water-cooled guns are more expensive up-front and can require more maintenance and operational costs. However, water-cooled guns also are much smaller and lighter than air-cooled guns, so they can provide productivity advantages due to reduced operator fatigue. Because water-cooled guns require more equipment, they can be impractical for applications that require portability. A MIG gun’s handle, neck and power cable design can all impact how long an operator can weld without experiencing fatigue. Handle options include straight or curved — both of which come in vented styles — and the choice often boils down to welding operator preference. A straight handle is the best choice for operators who prefer a trigger on top, since curved handles for the most part do not offer this option. With a straight handle, the neck can be rotated to place the trigger on top or on bottom. In heavy-duty applications, some welding operators drape the power cable over their shoulder, and in those cases a trigger on top is more accessible. When it comes to cable selection, smaller, shorter and lighter power cables can offer greater flexibility, making it easier to maneuver the equipment and avoid clutter in the workspace. Manufacturers offer cables ranging from 8 to 25 feet long, and shorter cables often contribute to better feedability of the wire. The longer the cable, the more chance it can get coiled around things in the weld cell or looped on the floor and possibly disrupt wire feeding. However, sometimes a longer cable is necessary if the part being welding is very large. Other options to consider are the addition of a heat shield, which protects the welding operator from the heat output of a high amperage MIG gun and allows for longer arc-on time. Adding a unicable cover can protect the power cable from a harsh environment. Just as with standard MIG welding, self-shielded flux-cored welding (FCAW-SS) can offer high productivity and quality advantages in certain fabrication applications, while also providing easier training and operation. Many of the considerations for selecting a FCAW-SS gun are similar to those for selecting a standard MIG gun. Amperage and duty cycle ratings and the application requirements remain among the most important elements to consider in selecting either type of gun. Here are some issues to keep in mind for self-shielded FCAW-SS gun selection: • Operators can choose between a fixed liner and a replaceable liner, which (as the name suggests) can be replaced if it becomes clogged or damaged. • Guns with fixed liners typically have external trigger leads, while guns with replaceable liners commonly have trigger leads internal to the power cable, which prevents catching on surrounding equipment. This can be a consideration for applications that require welding around hard corners or fixtures. • Trigger options include standard or dual-schedule to allow welding operators to increase or decrease wire feed speed at the gun with the flip of a switch. Minimizing fatigue, reducing repetitive motion and decreasing overall physical stress are key factors that contribute to a safer, more comfortable and more productive environment. Choosing a MIG gun that offers the best comfort and operates at the coolest temperature allowed by the application can help improve productivity and, ultimately, the profitability of the welding operation by increasing arc-on time.
Taking into account the heat, the repetitive motions and the sometimes cumbersome equipment, gas metal arc welding (GMAW) can sometimes take a toll on welding operators in the form of aches, fatigue, and physical and mental stress. But there are tools and accessories that promote a more comfortable environment and minimize downtime. A welding gun’s handle, neck and power cable design all can significantly impact the duration of time a welding operator can weld without experiencing fatigue or stress. This article discusses some things to consider that can help optimize comfort and productivity and, ultimately, the profitability of the welding operation by allowing for greater arc-on time. One of the easiest and most important things welding operators can do to minimize fatigue and stress on the wrists and hands is to scale back on the amperage of the welding gun when possible. A lot of welding operators automatically use a 400 amp welding gun when a 250 or 300 amp model will do just fine for the job. Typically the higher the amperage, the larger the size of the gun handle and the more it weighs. MIG gun amperages reflect the temperatures above which the handle or the cable on the gun becomes uncomfortable. Using an underrated MIG gun for a higher amperage application can cause damage. Look at the application’s duty cycle requirements and how much of the time the welding operator actually spends welding, and consider using a lower-amperage welding gun if the job allows. Duty cycle is defined by the amount of arc-on time in a 10-minute period that the equipment can be operated at maximum capacity. Some welding guns offer 100 percent duty cycle, while others are rated 60 percent or below. In some cases, MIG guns offering 100 percent duty cycle may list a 60 percent duty cycle rating, as well. Regardless of the MIG gun manufacturer lists the rating, it is unlikely that a welding operator will be operating the gun at full amperage and full duty cycle at all times. That makes it feasible to use a lower amperage model for many applications. Often, the higher amperage rating is needed only if the welding operator is running the power source continuously. In that case, it is also important to ensure that the gun is capable of running at the higher duty cycle to avoid failures. In a shop setting, another option to gain greater comfort and productivity is using a water-cooled welding gun for GMAW applications. These guns can offer several benefits in production environments requiring extremely high heat applications. Water-cooled guns are generally smaller, lighter and easier for welding operators to manage for longer periods of time in high heat. However, they do come with more maintenance considerations and a higher price tag. GMAW gun manufacturers offer multiple handle and trigger options to increase welding operator comfort. Handles typically come in curved and straight designs, one or the other of which may be more comfortable for a given welding operator to hold and control. Some processes also may be more suited to a certain handle type, depending on what the work requires. But the choice between straight handle and curved handle often comes down to welding operator preference, so experiment to determine the preferred design. Usually, a smaller handle is easier for the welding operator to maneuver and many are available in the marketplace. Some manufacturers offer vented handles, which can be beneficial in that they cool down faster after the welding operator stops welding, so they may be slightly cooler when the gun is picked up again. Locking triggers are offered on some guns and can help alleviate “trigger finger,” which can occur from repetitive grasping and gripping of the gun trigger. When running a long, continuous weld, a locking trigger eliminates the necessity to squeeze the trigger throughout the whole weld, easing hand fatigue. Welding operators also can look for triggers that don’t have as much pull pressure or pull force required to maintain the arc. Many GMAW and flux-cored arc welding (FCAW) guns are available with rotatable and flexible necks in various lengths and angles. These options allow the welding operator to select one that best suits the joint access required for an application, and they help minimize unnecessary movement. If the weld requires a long reach or access at a tight corner, having a longer neck or an angled neck can improve comfort in that welding position. Flexible necks can be easily adjusted to fit different welding angles, and rotatable necks allow welding operators to rotate the neck as needed, making them a good option for welding out of position, including overhead. Neck couplers are tools that allow welding operators to combine two necks when a longer one is needed. A longer neck also can help the welding operator stay further away from the heat of the welding arc. Many manufacturers make custom necks, as well, but these generally cost much more than a neck coupler and take time for welding gun manufacturers to develop. If a welding operator needs a more immediate and less expensive solution, the neck coupler may be the better option. Another option to improve operator comfort are smaller, tapered nozzles. These can help the welding operator reach restricted joints, though remember that spatter build-up can be an issue since the opening to the nozzle is smaller and can become more easily clogged. All of these neck and nozzle features can help minimize a welding operator straining to reach a weld joint, which reduces the opportunity for fatigue or injury. Another accessory that can help with comfort and heat issues is a neck grip, typically high-temperature silicone rubber sleeves designed to reduce heat exposure and help the welding operator hold the neck in a steady position. They also allow the welding operator to rest the neck on his or her hand or forearm, using it as a pivot point to maneuver the GMAW gun more comfortably. When selecting power cables, choose the smallest and shortest power cable possible that can still meet the needs of an application. Smaller and shorter power cables are lighter and more flexible, making it easier to maneuver these components without excess stress on the wrists or hands. They also can minimize clutter in the workspace, prevent excessive coiling and reduce tripping hazards. Less clutter and coiling also cuts down on the chance of poor wire feeding that could cause downtime and hinder productivity. Another advantage: Smaller and shorter cables tend to be less expensive. Selecting standard-weight consumables can potentially ease forearm strain if the job does not call for heavy-duty consumables, as these are heavier. If the application calls for higher amperages, however, the welding operator may have to use the latter, as heavy-duty consumables dissipate more heat to prevent consumable damage and they can increase comfort in that manner — that is, by reducing heat stress. Weld position is another way to maximize comfort on the job. Place the workpiece flat and move it into the most comfortable position whenever possible. Maintaining a clean working environment is important. In some cases, a fume extraction gun paired with the proper portable fume extraction system can be a viable option to replace wearing a powered air purifying respirator, for example, and lessen the amount of equipment the welding operator has to wear. To maintain compliance and safety, it’s always a good idea to consult an industrial hygienist to be certain that’s an appropriate step. Having equipment that is easy to operate during the welding process is a good step in achieving a comfortable, safe work environment. Lightweight welding guns with appropriate handle and neck designs for the job and for the welding operator can help achieve safe and productive results. The reduction of heat stress, wrist and neck fatigue and repetitive motions can also help decrease overall physical and mental stress for welding operators.
Choosing the proper robotic MIG gun is essential for optimizing welding automation, and it can help ensure good weld quality and reduce costs. Gun amperage, duty cycle and cooling capacity all matter. Too, proper installation and maintenance is key. The appropriate feeder placement, the right cable length and proper cable management tools can all drastically reduce downtime and costs for interrupting production for repairs. Here are three MIG gun options to consider. These guns rely on the ambient air to cool them, typically operate in the range of 300-500 amps at about 60 percent duty cycle with mixed gases. They are ideal for welding thinner materials and work best for shorter welds on high volume applications, such as in the automotive or recreation equipment industries. Advantages to air-cooled guns include durability and parts that are easier to maintain and less expensive to replace. They tend to have a more streamlined design and smaller working envelope, allowing greater access to smaller joint configurations. They also maintain accuracy well, which is good for consistent, repeatable welds. Air-cooled guns do have lower duty cycles compared to water-cooled guns, and they are not capable of welding continuously for as long. These guns offer the advantage of welding at higher amperages for prolonged periods. They generally have capacity of 300 to 600 amps, and are capable of a 60 to 100 percent duty cycle. Designed for welding on thicker materials, they are a good choice for applications in heavy equipment manufacturing or similar industries. Generally, the larger the weldment, the greater the chances it requires a water-cooled gun. The circulators or chillers used to prevent overheating in water-cooled guns do tend to add to overall cost and maintenance, and the parts can be expensive and time consuming to replace if they are damaged. Also, water-cooled cables have about one-fourth the copper found in air-cooled unicables, meaning water-cooled guns quickly fail if the water supply is interrupted. A third option is a hybrid air-cooled/water-cooled gun. This is useful for applications pushing the duty cycle limits of an air-cooled model, but that don’t require a complete water-cooled solution. These guns have a durable neck and unicable like an air-cooled model and offer the higher cooling capacity of a water-cooled front end. The hybrid guns, which can provide easier maintenance than water-cooled only, typically offer 300 to 550 amperage capacity at 60 percent duty cycle. Optimizing the performance of a robotic MIG gun can help improve weld quality and reduce downtime in the welding operation, resulting in cost savings for many companies. Two optional technologies that can assist with that performance enhancement — but that may not be well-known in the welding industry — are wire brake and air blast features. Both are available as factory-installed options or they can be retrofitted in a robotic MIG gun. The wire brake feature allows welding operators to better control the start and stop of the wire feed, which can improve quality. It can also lower costs by reducing wire usage. The air blast feature helps eliminate debris in the front part of the robotic MIG gun, reducing the chance for weld contamination, which can lead to rework. Many robotic welding systems weld continuously for two or three minutes, stop for a certain amount of time to move or change position, and then weld again for a programmed amount of time. The wire brake feature automatically stops the wire from feeding through the gun when the welding stops. This feature allows for consistent wire stickout after each stoppage in preparation for the start of the next weld. This feature also helps reduce the amount of wire used, since it prevents unspooling inside the gun with each stop and start. Additionally, the wire brake can help improve weld quality because it keeps the wire feeding at a steady rate, with a consistent stickout. For robotic applications that use touch sensing, a wire brake is an important option that supports good weld quality and productivity by helping to accurately determine the location of weld joints. Touch sensing is a software system that uses the welding wire to help locate the joint in a robotic welding application. The software allows the robot to store position data and send electrical impulses back to the controller once it has located the joint. For applications that have slight variations in parts, touch sensing helps maintain weld consistency. The wire brake holds the welding wire in a set position while the robot moves and searches for the weld joint. This action helps to ensure more readings and helps maintain consistent wire stickout. Because of the consistency and accuracy it helps provide, the wire brake feature is a good option for the most demanding robotic welding applications, including the thick-plate welding common in heavy equipment manufacturing. One thing to keep in mind when retrofitting a wire brake into a robotic MIG system is that the cable housing is slightly different than a standard cable, since it has a feature to allow for the wire brake option in the front housing. Also, when the gun has a wire brake the liner must be loaded from the back, even if it is a front-loading style of liner; there needs to be a jump liner inside the neck at the front to ensure steady feed of the wire into the liner. The lack of a small jump liner can lead to wire feeding problems and loose wire inside the cable. Another option to help maximize weld quality with air-cooled robotic MIG guns is the air blast feature, which — as the name suggests — blows high-pressure air through the front of the torch to remove debris. Air blast is exclusive to air-cooled models and cannot be used on water-cooled robotic MIG guns. This feature helps remove debris and contamination from the gun, which can potentially cause poor weld quality and eventual rework. The air blast feature is easy to install and can be programmed to operate between weld cycles. There are no extra maintenance issues to remember when using the air blast feature. The wire brake and air blast features are two options that can be used together or separately to help improve quality and performance in robotic MIG gun applications, leading to cost savings for welding operations. For assistance with these features, contact a trusted welding distributor or robotic MIG gun manufacturer.
Robotic welding systems provide speed, accuracy and repeatability in many fabrication and manufacturing applications — features that can increase productivity and consistency, and reduce rework. The opportunity for savings due to these quality and efficiency improvements is a primary reason many companies make the investment in automation. There is also an increasing shortage of skilled welders entering the workforce, which makes welding automation an appealing option. However, it takes more than just installing the system to have a profitable automated welding operation. Neglecting other important steps in the process — preventive maintenance, operator training and the use of complementary equipment called peripherals, for example — can result in a robotic welding system that is not performing as well as it should. A less efficient process can lead to more expenses via rework and downtime in the long run, since a robotic welding system is only as strong as its weakest link. This article discusses some common myths about robotic welding systems that can keep a company from fully maximizing the return on investment in this technology, and provides advice to address those misconceptions.
August 11, 2014 An electronic check valve and mounting bracket have been added to the TOUGH GUN® TT3 reamer. This improvement provides added protection against leakage from the sprayer reservoir. Since this addition affects the wiring slightly, updated wiring diagram instructions are provided with every affected unit. A TOUGH GUN TT3 reamer sprayer valve retrofit kit (part #TT3-500R) is available for units manufactured prior to August 11, 2014. If your TOUGH GUN TT3 reamer: you will require the TOUGH GUN TT3 reamer sprayer valve retrofit kit #TT3-500R to fix any issues that you may be experiencing. Installation of this kit should take approximately 15 minutes. Click here for complete step by step installation instructions.
Whether it’s in a small fabrication shop or a large manufacturing facility, investing in a robotic welding system is no minor expense. In many cases, the welding assigned to a robotic cell could also be performed in a semi-automatic or manual welding cell. However, it’s the potential advantages of the system — greater productivity, higher quality, better consistency and more cost savings — that make the purchase of a robotic welding system such an attractive option. Obtaining those results isn’t a matter of chance. At the end of the day, the robotic system needs to be able to produce more parts at an equal or higher quality and accuracy than a human operator. It’s the job of the robotic welding supervisor to make sure that happens. To achieve success in a robotic welding application, there are several key factors a robotic welding supervisor — especially one new to the task — must consider. Specifically, he or she must be able to understand the robotic system thoroughly, establish an effective documentation and maintenance routine, and look for ways to improve performance on an ongoing basis. In many cases, that may also mean enlisting the expertise of resources both inside and outside the company. Understanding the robotic system might seem like an obvious requirement for a robotic welding supervisor. With all of the administrative and operational duties that often accompany the role, however, it can be easy to simply delegate portions of the daily operation of the robotic welding system to shop floor personnel and/or the maintenance staff instead. That tendency, unfortunately, could lead to pitfalls by distancing the robotic welding supervisor from the ins and outs of the robotic welding operation. For example, the robotic welding supervisor doesn’t necessarily need to be able to troubleshoot a circuit board malfunction or rewrite the welding program, but it’s important that this individual has a solid knowledge about these components, so if an issue arises he or she can quickly recognize that there is a problem and alert the appropriate personnel to rectify it. The robotic welding supervisor should also know how the components in a robotic welding system — the robotic GMAW (gas metal arc welding) gun, consumables and cables, to mention a few — relate to each other and the impact they have on weld quality and productivity. Again, having this knowledge makes it easier to identify a potential problem and seek out the best solution. Gaining robotic welding success depends in part on establishing a rigorous documentation, maintenance and control system. When problems arise, as they undoubtedly will, they never occur without a cause. The best way to start the troubleshooting process is to look back to the last thing that was changed in the welding process — or should have been changed, but was not. Keeping an accurate and detailed log of everyone who enters the robotic welding cell is key. There should be documentation of everything personnel cleaned, changed or replaced in the cell, including adding new contact tips or other consumables, changing drive rolls or transferring a new drum of wire into the robotic weld cell. This record can help in identifying the source of a problem and getting the system back up and running with as little downtime as possible. Without such documentation, maintenance personnel could spend hours looking for the source of the issue, when in reality, they may only need a few minutes to rectify the situation. Keeping a log of activities within the robotic welding cell will also assist the supervisor in establishing an effective predictive maintenance schedule, which is the best way to keep unexpected downtime occurrences to a minimum. An activity log can help predict when a gun cable liner will fail, for example, so that maintenance personnel can prevent unplanned downtime and quality problems by changing the liner beforehand. Keeping traffic in and out of the robotic welding cell to a minimum is also important to reducing change within the operation and keeping documentation accurate. The more people coming and going from the cell, the more difficult it becomes to monitor and record activities that could affect the performance of the robot. Getting the robotic system running at peak capacity and providing an acceptable return on investment is just the beginning of establishing an effective robotic welding operation. From there, the robotic welding supervisor should look for ways to optimize and improve the robotic welding operation on a continual basis. A robotic welding cell might be running well enough to meet its daily production demands, but finding ways to improve its performance even more can bring significant advantages to a company. For example, creating greater efficiencies within the system can free up extra capacity that could be used to produce a product from somewhere else in the shop. Also, it’s important not to settle for “good enough” in the robotic welding operations. Accepting suboptimal circumstances — for instance, that a robotic GMAW gun cable is rubbing on the robot arm and must be replaced every two months or that every two hours the operator must adjust welding parameters to accommodate consumable wear — can hinder the efficiencies sought in automation in the first place. A robotic welding supervisor should never consider these types of activities as inherent to the production process, but rather seek out ways to rectify them in the name of continuous improvement. After all, a company that continues investing in robotic welding — compared to one who simply accepts and compensates for problems — stands a greater chance of gainining higher productivity and profitability, not to mention a competitive edge. To achieve the goal of continual improvement and optimization of the robotic welding operation, the supervisor should also know the resources available to him or her, both internally and externally. Internally, everyone from the daily robot operator and the quality technician to the engineering staff and the sales team should be communicating with each other to help improve the existing robotic system. These team members can also play a vital role in helping identify the company’s future robotic welding needs. The daily robot operators — those who load and unload parts and interact with the tooling — often know the specific robot and its idiosyncrasies better than anyone on the shop floor. As a result, they are often in the best position to alert the robotic welding supervisor about potential or existing problems. They may, for instance, notice that certain joint configurations or positions tend to result in excessive spatter, resulting in unnecessary post-weld clean up. By maintaining open communication with these individuals, the robotic welding supervisor can then employ the proper resources to rectify the problem. Quality technicians can be another source of valuable information to help the robotic welding supervisor improve the performance of the operation. Quality technicians might notice that welds in a certain area of a part are regularly oversized. The supervisor can then take this information to engineering, which in turn can look for solutions to revise the weld sequence or identify different system components that could further improve productivity and cost savings for the robotic welding system. Alternatively, an external resource, such as a robotic welding integrator or equipment manufacturer, can often offer insight and expertise gleaned from working with the robotic welding operations at other manufacturers. This knowledge can help companies to not only address issues within the robotic welding system, but it can also put these individuals in a position to offer advice that will make the operation run more efficiently. In this respect, the robotic welding supervisor should take the role of a communicator. He or she will be the one who understands and gathers the information from the resources available, as well as facilitating the conversations necessary to improve and optimize the robotic welding operation. Being responsible for the bottom line success of a robotic welding operation can be a daunting task. It requires a breadth of technical and business experience as well as strong people skills. Plus, as technology continually improves and evolves, the robotic welding supervisor must keep focused on improvement and optimization. They must also maintain open communication with resources both inside and outside of the facility. For those up to the challenge, however, the potential for a robotic welding system to improve quality, productivity and a company’s ultimate success is immeasurable. When 90 percent of your business focuses on boat fabrication and repairs that require you to meet specific deadlines and codes, having the right welding equipment to manage the job isn’t just ideal, it’s essential. The welding operators and supervisors at Hike Metal Products Ltd. are no strangers to this fact. They know that the equipment they use needs to produce quality results, and it has to be easy to maintain. Downtime for weld repairs or MIG gun and consumable replacements simply isn’t an option. “We’re pretty well-known worldwide in the boat building industry for the quality of the vessels we build,” explains Frank Baptista, plant manager, Hike Metal Products. “We can relate that back to the equipment we use to make our boats.” The boats to which Baptista refers include those for the Canadian Coast Guard, the popular Maid of the Mist at Niagara Falls and police boats throughout Abu Dhabi. They have also fabricated boats for areas ranging from Florida to California and Venezuela, and recently finished an $8.5 million fireboat for the Chicago Fire Department. Hike Metal Products also tackles tough fabrication and repairs for other non-marine applications ranging from water treatment plants and oil recovery to agriculture. For the last several years, Hike Metal Products has relied on Bernard T-Gun™ Semi-Automatic Air-Cooled MIG Guns (formerly Tregaskiss TOUGH GUN™ Semi-Automatic Air-Cooled MIG Guns) and TOUGH LOCK™ Consumables to meet the quality and productivity goals on its marine applications in particular. Local welding distributor, Ron Latrielle of Praxair in Chatham, Ontario introduced the products to the company. Praxair has worked with Hike Metal Products for the last 20 years, providing their welding supervisors and operators with new solutions to help them improve their welding performance and keep their competitive edge. Also involved with Hike Metal Products and their equipment is Kevin Cole, a representative from Bernard sister company, Miller Electric Mfg. Co. Along with Latrielle, Cole introduced the company to Miller XMT® 350 Multi-Process Inverters and Suitcase RC wire feeders that they have paired with their T-Gun MIG Guns to gain greater remote access to projects. Hike Metal Products, located in Wheatley, Ontario, Canada, has been serving the boat industry since 1958, designing and fabricating ferries, research vessels and patrol boats, as well as hovercrafts and icebreakers. The commission for the recent Chicago Fire Department fireboat arose, in part, from the company’s successful completion of a similar boat for the city of Baltimore, along with the company’s industry-wide reputation for quality and punctuality. Completing such a massive project, however, was no easy task. Nor was it a leisurely one. Hike Metal Products completed the job — from the day they received the raw materials for the project until they delivered the final product — in 16 months. It’s an impressive feat when you consider the fireboat is 90 feet long and capable of pumping 14,000 gallons of water a minute. It’s among the largest boats the company has fabricated and delivered in recent years. It also has a special name: the Christopher Wheatley, named in honor of a Chicago firefighter who died in the line of duty in 2010. As with most of the company’s projects, this one required welding thick portions of mild steel (up to 3/4 inch) using flux-cored wire and relatively high amperages (up to 400 amps) — often for long periods of time. The company used 1/16-inch welding wire and completed all welds to code according to the Canadian Welding Bureau (CWB). According to Latrielle, such applications very often require a water-cooled MIG gun in order to withstand the heat; however, he was able to outfit Hike Metal Products with 400-amp air-cooled models of the T-Gun MIG Gun instead — with no problems of overheating. That’s important considering that welding operators at Hike Metal Products can weld up to 60 feet of welds in a single day. “We were really pleased that we could get away with not using a water-cooled system, which just has more parts and more things to go wrong with it,” explains Latrielle. “The air-cooled T-Gun MIG Guns have been able to handle the amperage that they are pushing and get the job done.” Baptista adds that the previous MIG guns he and his team used couldn’t boast the same durability. “Because of the heat we weld with, the triggers on our old guns just wouldn’t last. We had to change them every other week,” he says. “Now if something goes wrong with our T-Gun MIG Guns, it’s almost time to change the entire gun anyway.” In addition to their durable triggers, the T-Gun MIG Guns feature a sturdy cable strain relief on the front and back ends to prevent kinking and abrasion. This feature also helps minimize the time and cost for cable replacement. The guns have the Double-Life MIG Gun System, as well: identical connections on the front and back ends. When the front end or cable becomes worn, welding operators at Hike Metal Products can double the life of their gun by removing the trigger switch and gooseneck and flip-flopping them to the back end. The guns also feature a Lifetime Warranty on handles and switches. If either component breaks, Bernard will replace them for free. “The features on the 400-amp gun are just so durable that the guns just go and go and go,” says Baptista. “That’s good, because if you’re not fixing the gun, you’re welding, right?” Hike Metal Products Quality Manager Dave Hewstone, along with Latrielle, like too that the guns have simplified the process of searching for welding equipment and maintaining inventory. The guys (welding operators) like them and they do such a good job, I don’t have to be out there looking for another product to meet the challenges of our projects all the time. What I like is that the guns perform for my customers. They do the job. We don’t hear a lot of complaints Adding to their arsenal of welding equipment is the TOUGH LOCK Consumable System that Latrielle introduced along with the Bernard T-Gun MIG Gun. This consumable system consists of TOUGH LOCK Contact Tips and Retaining Heads with Dual Taper Technology, a second rear taper between the gooseneck and the contact tip that helps improve electrical conductivity and extend the life of the TOUGH LOCK consumables. It’s a benefit that Baptista has noticed firsthand. “With our previous consumables, we changed out our contact tips anywhere from three to four times a day,” he says. “Now, in the morning, we just get rid of the old tip and put in a new one.” These contact tips also feature a dual-lead thread design that allows the tips to be rotated 180 degrees to create a new wear position and extend the tip life even further. According to Hewstone, Hike Metal Products has enjoyed a 25 percent increase in its productivity since converting to the Bernard T-Gun MIG Gun and TOUGH LOCK Consumable System. That productivity increase has resulted from the company reducing downtime for MIG gun maintenance and consumable changeover. And, jokes Hewstone, the productivity also comes from the company’s top-secret planning and fabrication. “No, really, there are no real top secrets to our success,” Hewstone says. “Just hard work, to be honest with you.”
Although no new neck insulators are being introduced due to implementation of the BTB semi-automatic air-cooled MIG gun platform on June 2, 2014, users should be aware that neck insulator replacement for these guns will be based on several variables including: Please use the following chart when selecting the appropriate replacement neck insulator:
New BTB platform MIG guns, launching on June 2, 2014, will feature a common straight rear strain relief (shown right) on almost all configurations. This straight rear strain relief was originally introduced on Tregaskiss TOUGH GUN semi-automatic MIG guns and allows expansion or maintenance of several key features: Only BTB platform guns configured with Bernard or Euro power pins will incorporate the black clamshell rear strain relief originally introduced on Bernard Q-Gun and S-Gun MIG Guns. This rear strain relief is also now covered by the same Lifetime Warranty offered on the straight rear strain relief (above) for BTB platform guns. Please note the following liner compatibility:
Please note that not all Bernard necks will have this new dual thread. Necks that will NOT have the new dual thread include: There is a subtle difference to the appearance of the threads on the necks as shown below: Please click here for more details on necks offered through the BTB MIG gun platform. The Bernard necks spec sheet can be downloaded in PDF format by clicking here.
Beginning on June 2, 2014, Bernard’s new BTB MIG gun platform brings our Q-Gun™, S-Gun™ and T-Gun™ MIG Guns into a single gun line and single configurator. To combine the gun lines, it was necessary to standardize the back ends of all BTB MIG guns with the straight rear strain relief found on Bernard® T-Gun™ MIG guns (formerly Tregaskiss® TOUGH GUN® semi-automatic MIG guns). Similarly, the Tregaskiss power pins that mate with the T-Gun series have now been adopted with some slight modifications as the Bernard power pins for both Bernard semi-automatic and Tregaskiss robotic MIG guns. The slight modifications include a new overall hex shape (see image on right) and fixed gas barbs. Bernard MIG gun lines that are compatible with these pins include: Due to the expanded compatibility of these pins, some distributors and end users will be able to reduce inventories of Bernard replacement parts. For additional information on power pin kits and power pins, please click here to access the spec sheets in PDF format.
Launched on June 2, 2014, the new Bernard® conventional liners are compatible with all legacy Q-Gun™, S-Gun™ and T-Gun™ MIG guns and all BTB platform guns, which allows you to simplify and reduce your inventory. The image to the right shows how the previous liner locks were merged in the design of the new Bernard conventional liner to maximize backwards compatibility. Due to this customer-friendly backwards compatibility, the part numbers below supersede previous Bernard conventional liner part numbers. Made of high carbon music wire for smooth wire feed and long life, Bernard conventional liners are available in lengths of up to 25 feet (7.6 m) and are color coded for your convenience to indicate a variety of wire sizes. Please see the chart below for part numbers, wire sizes, and color coding information: *Standard Liner for 0.035″-0.045″ Guns NOTE: Tregaskiss conventional liner numbers will continue to be offered due to their continued use in Tregaskiss robotic MIG guns.
B Series Small Curved Handle B Series Large Curved Handle O Series Small Curved Handle O Series Large Curved Handle T Series Small Straight Handle T Series Large Straight Handle C Series Straight Handle Please note that all handle and trigger combinations previously offered continue to be available within the BTB MIG gun platform. To view a summary of trigger options and other features by handle, please click here. .
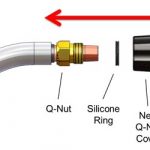
Along with the new Bernard® semi-automatic MIG guns BTB platform launching on June 2, 2014, Bernard is pleased to announce the launch of the improved Q-Nut used on all Bernard rotatable necks. It has been completely redesigned to offer a significant increase in durability. Please note that the new silicone ring, Q-Nut cover and silicone insulator are now installed from the back of the neck instead of the front. “How to install the new Q-Nut” instructions are available on our website in the How-To Guides and Videos area of our Technical Support section. Please click here to access this How-To article.
Former Q-Gun™ and S-Gun™ MIG guns will require an additional character added to the end of the existing part numbers to allow for new liner selection options. Former T-Gun™ semi-automatic air-cooled MIG guns will be adopting Q-Gun style part numbering for consistency across all guns within the new single configurator. Example old and new part numbers are shown below: Q-Gun MIG Guns Q4015GE8CM Q4015GE8CMC S-Gun MIG Guns S3012TF5CM S3012TF5CMC T-Gun MIG Guns M3010-35 Q3010MP3CMC For a limited time from June 2 until August 1, 2014, both old and new part numbers will be supported in our system to allow our distribution partners to update their computer systems. To assist our customers in converting old gun part numbers to new Best of the Best Platform part numbers, we have created an online conversion tool. To populate the data in the tool, Q-Gun, S-Gun and T-Gun MIG Gun part numbers configured between April 2011 and April 2014 were pulled and converted to the new part numbering system. Click here to access this conversion tool.
How to Choose the Right MIG Gun Liner
How to Choose the Right MIG Gun Liner
Various types of liners for the job
Closing thoughts
Tips for Proper Liner Installation to Help Optimize MIG Gun Performance
Tips for Proper Liner Installation to Help Optimize MIG Gun Performance

Various types of liners for the job


Step-by-step installation


Proper liner installation can help optimize performance
Additional Resources
DISCONTINUED PRODUCT – Manual Products
DISCONTINUED PRODUCT –
Manual Products: Cable Connectors, Lugs and SplicersAs of August 4, 2014, the manual product line (cable connectors, lugs and splicers) from Bernard has been discontinued.
NEW PRODUCT – TOUGH GUN TA3 Robotic Air-Cooled MIG Gun
NEW PRODUCT —
TOUGH GUN TA3 Robotic Air-Cooled MIG Gun
NEW PRODUCT – Bernard Clean Air Fume Extraction Gun
NEW PRODUCT –
Bernard Clean Air Fume Extraction GunNew Clean Air™ Fume Extraction Series
Reduce smoke at the source with an industrial-duty fume extraction gun that is comparable in size and weight to a regular welding gun.

NEW PRODUCT – TOUGH GUN CA3 Robotic Air-Cooled MIG Gun
NEW PRODUCT —
TOUGH GUN CA3 Robotic Air-Cooled MIG Gun
Consumables for High Amperage Welding: What to Know to Minimize Downtime, Costs and Quality Risks
Consumables for High Amperage Welding: What to Know to Minimize Downtime, Costs and Quality Risks

This article has been published as a web-exclusive on thefabricator.com. To read the entire article, provided by Dan Imus, Bernard and Tregaskiss account manager, please click here.
Selecting the Right Gun for MIG Welding Is Key to Achieving the Best Results
Selecting the Right Gun for MIG Welding Is Key to Achieving the Best Results

Selecting the right amperage
Choosing between light- and heavy-duty guns
Cooling options: air vs. water
Options for handles and cable selection
A side note on self-shielded flux-cored guns
The value of comfort
Gain Comfort, Productivity with the Right Welding Equipment
Gain Comfort, Productivity with the Right Welding Equipment

Don’t overdo the amperage
Picking the right handle
Reduce strain with the right neck

Benefits of shorter power cables
Other helpful tips
Parting thoughts
Tips for Selecting the Right Robotic MIG Gun
Tips for Selecting the Right Robotic MIG Gun

Air-cooled guns
Water-cooled guns
Hybrid air-cooled/water-cooled guns
Optional Robotic MIG Gun Features Can Improve Quality and Reduce Downtime
Optional Robotic MIG Gun Features Can Improve Quality and Reduce Downtime

Benefits of the wire brake feature
When a wire brake offers advantages
Benefits of the air blast feature
Options that improve weld quality
5 Common Myths About Robotic Welding Systems
5 Common Myths About Robotic Welding Systems

This article has been published as a web-exclusive on thefabricator.com. To read the entire story by Tregaskiss product specialist, Vic Lubieniecki, please click here.
PRODUCT IMPROVEMENT – Electronic Check Valve and Mounting Bracket Added to the TOUGH GUN TT3 Reamer
PRODUCT IMPROVEMENT —
Electronic Check Valve and Mounting Bracket Added to the TOUGH GUN TT3 Reamer
How Do I Know If I Need to Retrofit My Reamer?
Top Things to Teach a Robotic Welding Supervisor
Top Things to Teach a Robotic Welding Supervisor

Tip No. 1: Understand the robotic welding system
Tip No. 2: Establish documentation, maintenance and control systems
Tip No. 3: Look for continuous improvements
Tip No. 4: Rely on the available resources
Making responsible decisions that lead to growth?
Premier Boat Fabricator Improves Productivity 25 Percent with New MIG Guns and Consumables
Premier Boat Fabricator Improves Productivity 25 Percent with New MIG Guns and Consumables

Gaining greater productivity

The Results
PRODUCT UPDATE – Neck Insulators for BTB MIG Guns
PRODUCT UPDATE –
Neck Insulator Selection for BTB MIG Guns
Neck / Handle Consumables Insulator Part Number 200A 300A 400A 500A 600A Fixed neck for T series handles TOUGH LOCK® 402-11 Quik Tip™ 4423R Centerfire™ 4323R 4423R Rotatable neck for O, B, T series handles TOUGH LOCK 10012 Quik Tip 4423R Centerfire 4323R 4423R Fixed necks for O, B series handles TOUGH LOCK 10012 Quik Tip 4423R Centerfire 4323R 4423R PRODUCT UPDATE – Common Straight Rear Strain Relief for BTB MIG Guns
NEW PRODUCT –
Common Straight Rear Strain Relief for the BTB MIG Gun Platform
Exceptions: Black Clamshell Rear Strain Relief with Bernard and Euro Power Pins

PRODUCT IMPROVEMENT – Dual Thread Necks for BTB MIG Guns
PRODUCT IMPROVEMENT –
Dual Thread Necks for BTB MIG Guns
Beginning on June 2, 2014, Bernard’s new BTB MIG gun platform brings our Q-Gun™, S-Gun™ and T-Gun™ semi-automatic air-cooled MIG guns into a single gun line and single configurator. As a part of this launch, all fixed and rotatable necks offered through the new BTB MIG gun configurator will now feature a dual thread that allows the installation of your choice of consumables – TOUGH LOCK®, Centerfire™ or Quik Tip™ – without the need for special adaptor parts.How can I tell the difference between single and dual thread necks?

PRODUCT CHANGE – Bernard Power Pins
PRODUCT CHANGE –
Bernard Power Pins
NEW PRODUCT – Bernard Conventional Liners
NEW PRODUCT –
Bernard Conventional LinersCompatible with BTB Semi-Automatic MIG Guns and Legacy Q-Gun, S-Gun, & T-Gun Series MIG Guns

New Bernard Conventional Liners
Wire Size Liner Color 15′ (4.57 m) 25′ (7.62 m) 0.023″-0.030″ Yellow L1A-15 L1A-25 0.030″-0.035″ Green L2A-15 L2A-25 0.035″-0.045″ White L3A-15* L3A-25* 0.045″- 1/16″ Red L3A-15** L4A-25** 5/64″ Blue L6A-15 L6A-25 3/32″ Grey L7A-15 L7A-25 7/64″-1/8″ Black L8A-15 L8A-25
**Standard Liner for 1/16″ GunsBernard and Tregaskiss Conventional Liner to New Bernard Conventional Liner Cross Reference Chart for Bernard Semi-Automatic MIG Guns
Wire Size Bernard Liner Part Number Tregaskiss Liner Part Number New Bernard Conventional Liner Part Number 0.023″-0.030″ 43015 415-23-15 L1A-15 0.030″-0.035″ 43015 415-30-15 L2A-15 0.035″ – 0.045″ 44115 415-35-15 LS3-15 0.035″- 0.045″ 43115 — L3B-15 0.045″ – 1/16″ 44215 415-116-15 L4A-15 0.045″ – 1/16″ 43215 — L4B-15 5/64″ 44315 415-564-15 L6A-15 3/32″ 45415 415-332-15 L7A-15 7/64″ 45615 615-18-15 L8A-15 1/8″ 46715 615-18-15 L8A-15 PRODUCT UPDATE – New Handle Names for the BTB MIG Gun Platform
PRODUCT UPDATE –
New Handle Names for the BTB MIG Gun Platform
Beginning on June 2, 2014, Bernard’s new Best of the Best Platform brings our Q-Gun™, S-Gun™ and T-Gun™ semi-automatic air-cooled MIG guns into a single gun line and single configurator. Since we now have six gun handle styles within a single configurator, we have developed the following naming scheme for our handles per the chart below:






PRODUCT IMPROVEMENT – Q-Nut for BTB MIG Guns
PRODUCT IMPROVEMENT –
Improved Q-Nut Launching with the BTB MIG Gun Platform

SYSTEM UPDATE – New Gun Part Numbers for BTB MIG Guns
SYSTEM UPDATE –
New Gun Part Numbers for BTB MIG Gun PlatformAll Bernard Semi-Automatic Air-Cooled MIG Guns under the new BTB Platform will have new part numbering as of June 2, 2014.
Gun Line Old Part Number New Part Number 
![]()